

在数控铣床上常用的刀具主要有铣刀,包括面铣刀、立铣刀、键槽铣刀、球头立铣刀,三面|刃铣刀、成型铣刀等;此外,还有各种孔加工刀具,包括麻花钻头、锪钻、铰刀、镗刀、丝锥等。
面铣刀也称为盘饨刀,主要用于面积较大的平面铣削加工。硬质合金面铣刀按刀片和刀齿安装方式的不同,可分为整体焊接式、机夹焊接式和机夹可转位式三种,如下图所示。

硬质合金面铣刀
可转位式数控面铣刀的刀体趋向于用轻质高强度铝、镁合金代替合金钢制造,切削刃采用|大前角、负刃倾角,转位刀片(多种几何形状)带有三维断屑槽型,便于排屑。
立铣刀广泛用于铣削加工零件的内外轮廓、平面、台阶面、曲面、槽、型腔、肋板、薄壁等表面,立铣刀按端部切削刃的不同可分为过中心刃和不过中心刃两种。过中心刃立铣刀可直接轴向进刀,按螺旋角大小可分为30°、40、60等几种形式:按送数可分为粗齿、中齿细齿三种。立铣刀的圆柱表面和端面上都有切削刃,它们可同时进行切削,也可单独进行切削,其柄部有直柄、削平型直柄和莫氏锥柄三种。
数控加工除了用普通的高速钢立铣刀以外,还广泛使用以下几种先进的结构类型。
1)整体硬质合金立铣刀
整体硬质合金立铣刀侧刃采用大螺旋升角(≤62°)结构,立铣刀头部的过中心端刃往往呈弧线(或螺旋中心刃)形,负刃倾角,增加切削刃长度,提高了切削平稳性、工件表面精度及刀具寿命,适应数控高速、平稳三维空间铣削加工技术的要求。
2)机夹式可转位立铣刀
当铁刀的长度足够时,可以在一个刀槽中烟上两个或更多的便质合金刀片,并使相邻刀齿间的接缝相互铺开,利用同刀槽中刀片之间的接维作为分屑情,如下图所示,这种铣刀俗称“玉米铣刀”,通常在粗加工时选用。

硬质合金螺旋齿立铣刀
3)波形立铣刀
波形立铣刀的结构如下图所示,其特点是:
(1)能将狭长的薄切属变成厚面知的碎切屑,使排屑变得流畅。
(2)比普通立铣刀容易切进工件。在相同进给最的条件下,它的切削厚度比普通立铣刀要大些,并且减小了切削刃在工件表面的潜动现象,从而提高刀具的寿命。
(3) 与工件接触的切削刃长度铰短,刀具不易产生振动。
(4)由于切削刃是波形的,因而使刀刃的长度增人,有利了散热。
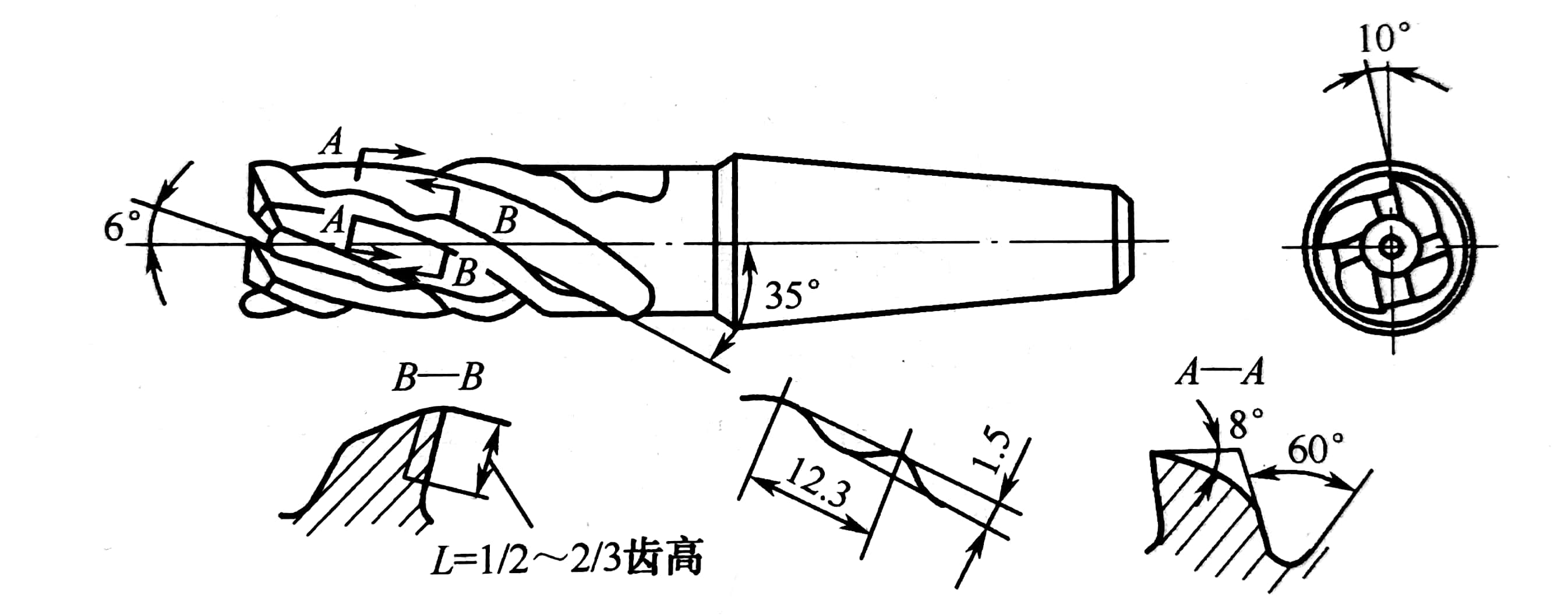
波形立铣刀
球头立铣刀主要用于加工弧形沟槽和各种曲面。它的结构特点是球头或端面上布满切削刃,圆周刃与球头刃圆弧连接,可以做径向和轴向进给。铣刀工作部分用高速钢或硬质合金制造。国家标准规定直径d=4~63mm。如下图所示为球头立铣刀。

球头立铣刀
如下图所示为键槽铣刀,它有两个刀齿,圆柱面和端面都有切削刃,端面刃延至中心,可以实现垂直方向进刀。按国家标准规定,直柄键槽铣刀直径d=2~22mm,锥柄键槽铣刀直径d=14~50mm。键槽铣刀直径的偏差有e8和d8两种。用键槽铣刀铣削键槽时,一般先轴向进给达到槽深,然后沿键槽方向铣出键槽全长。由于切削力引起刀具和工件变形,一次走刀铣出的键槽形状误差较大,槽底一般不是直角。为此,通常采用两步法铣削键槽,印先用小号铁刀粗加工出键槽,然后以顺铣方式精加工四周,可得到真正的直角,能获得最佳的精度。
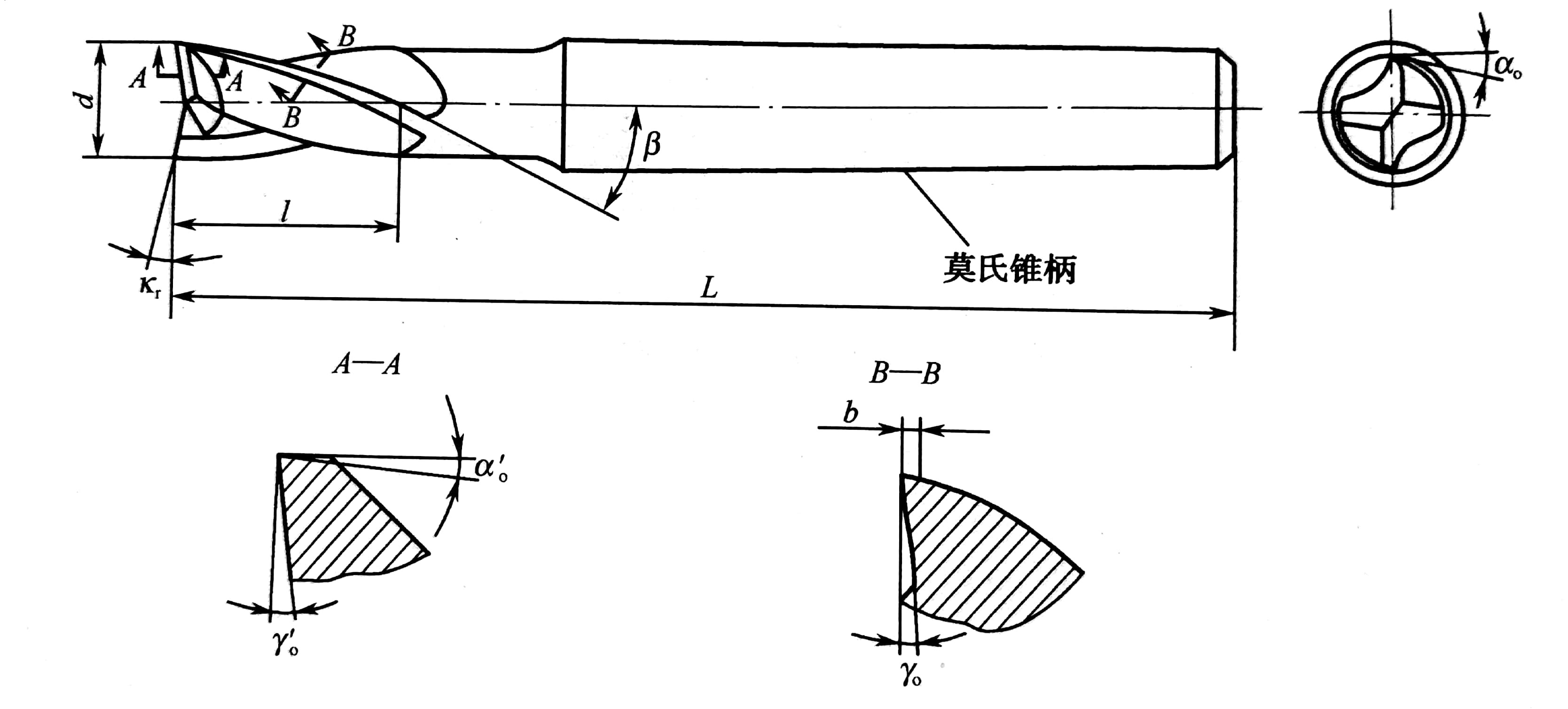
键槽铣刀
如图1 所示为一种典型的鼓形铣刀,它的切削刃分布在半径为R的圆弧面上,端面无切削刃。鼓形铣刀多用来加工零件侧面为曲面的零件,如图2 所示。这种表面最理想的加工方案是多坐标侧铣,在单件或小批最生产中可用鼓形铣刀加工来取代多坐标加工,加工时控制刀具上下位置,相应改变刀刃的切削部位,可以在工件上切出从负到正的不同斜角。R越小,鼓形铣刀所能加工的斜角范围越广,但所获得的表面质量也越差。这种刀具的缺点是刃磨困难,切削条件差,而且不适合加工有底的轮廓表面。

图1 鼓形铣刀
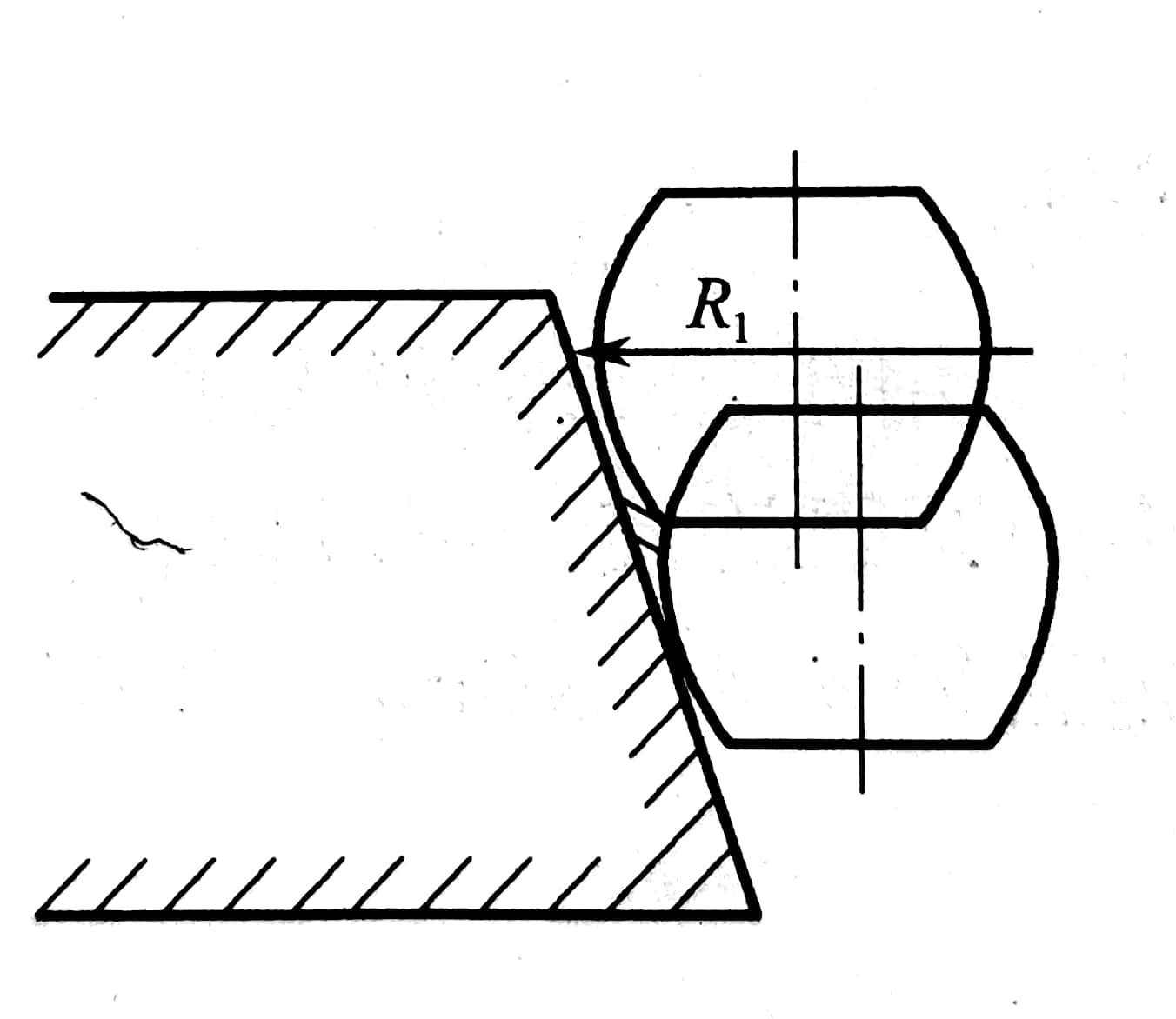
图2 鼓形铁刀加工
如图52所示为几种常见的成型铣刀,一般都是 为特定工件或加工内容专门设计制造的,如角度面、凹槽、特形孔或台阶等。
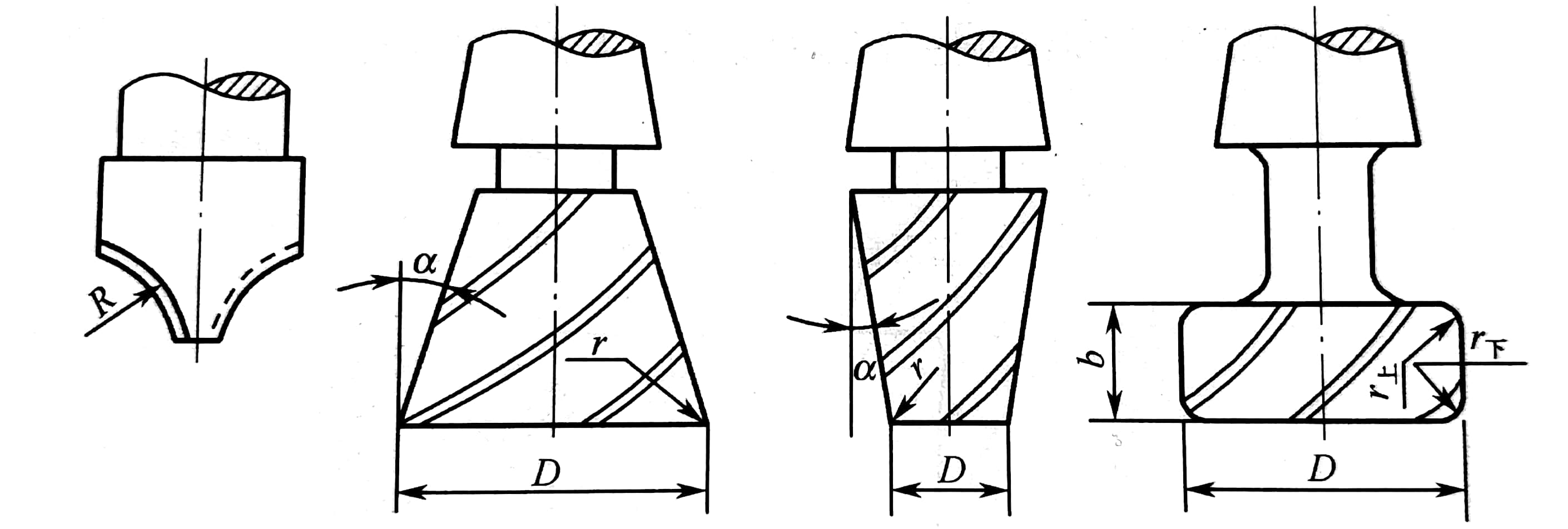
图52 成型铣刀
三面刃铣刀主要用于在卧式铣床上加工沟槽、台阶面等。三面刃铣刀的圆周面上的切削刃为主切削刃,两端面上的切削刃为副切削刃。按刀齿结构可分为直齿、错齿和镶齿三种形式。
如下图1所示为直齿三面刀铣刀在铣削台阶面的示意图。该铣刀结构简单,制造方便,但副切削刃前角为0°,切削条件差。该铣刀直径范围是50~200mm,宽度为4~40mm.

图1 直齿三面刃铣刀铣前台阶面
圆柱铣刀主要用于在卧式铣床上加工平面,一般为整体式,如下图2所示为圆柱铣刀铣削平面示意图。该铣刀材料为高速钢,主切削刃分布在圆柱上,无副切削刃。该铣刀有粗齿和细齿之分。粗齿铣刀齿数少,刀齿强度大,容屑空间大,重磨次数多,适用于粗加工;细齿铣刀齿数多,工作较平稳,适用于精加工。圆杜铣刀直径范围为50~100mm,齿数Z为6~14个,长度为50~160mm,螺旋角为30°~45°。当螺旋角为0°时,螺旋刀齿变为直刀齿,目前生产上应用较少。
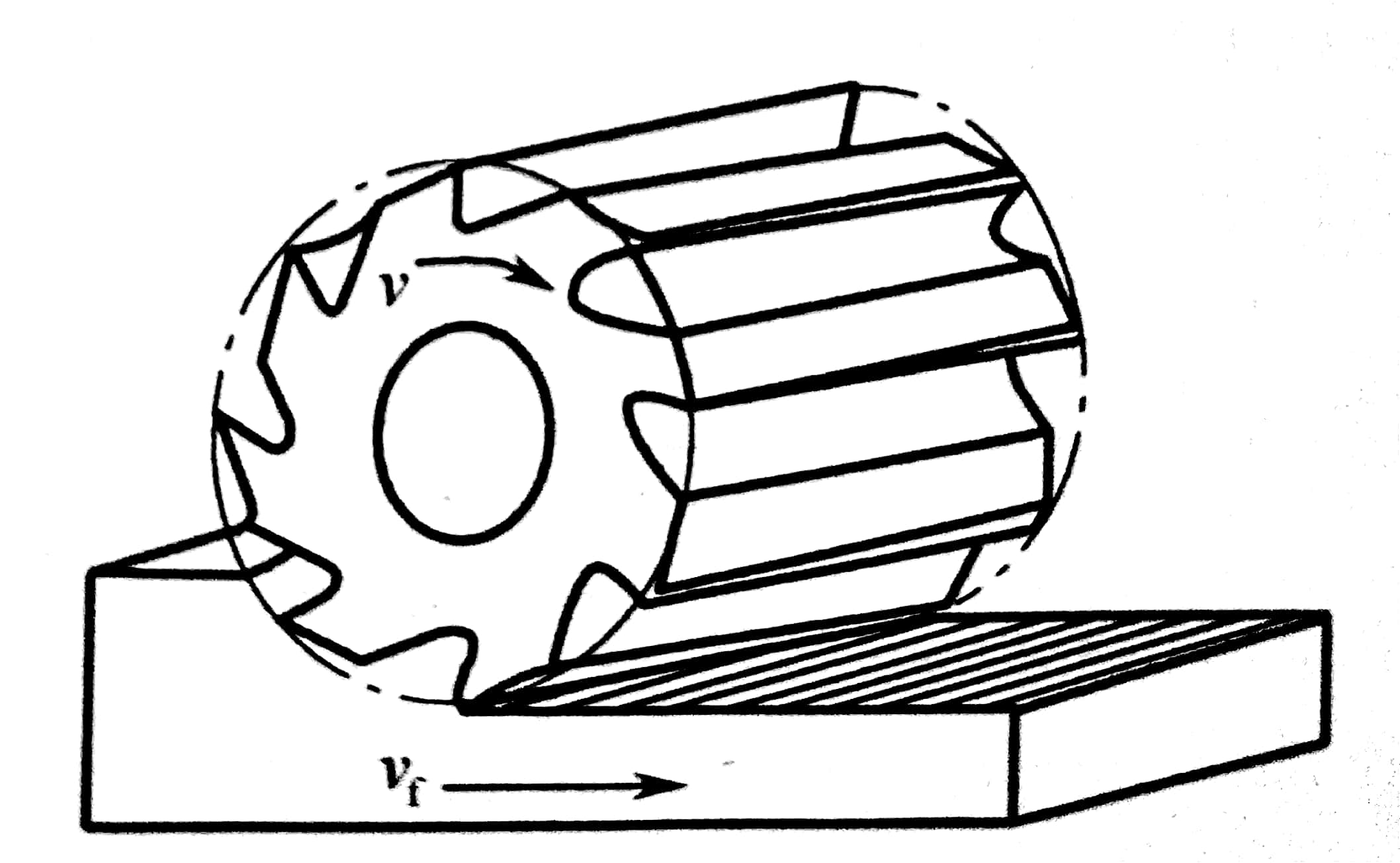
图2 圆柱铣刀铣削平面
钻头用于钻孔和扩孔等孔的粗加工。
(1)整体式钻头。钻尖切削刃由对称直线形改进为对称圆弧形,以增长切削刃、提高钻尖寿命; 钻芯加厚,提高其钻体刚度,用“S” 形横刃(或螺旋中心刃) 替代传统横刃,减小轴向钻削阻力,提高横刃寿命:采用不同顶角阶梯钻尖及负倒刃,提高分屑能力、断屑能力、钻孔性能和孔的加工精度;镶嵌模块式硬质(超硬)材料齿冠:油孔内冷却及大螺旋升角(小于或等于40°)结构等。最近研制出了整体式细颗粒陶瓷(Si3N4)、Ti基类金属陶瓷材料钻头。
(2) 机夹式钻头。钻尖采用长方异形专用对称切削刃,用钻削力径向自成平衡的可转位刀片替代其他几何形状,以减小钻削振动,提高钻尖自定心性能、寿命和孔的加工精度。
铰刀用于孔的精加工,采用大螺旋升角(小于或等于45°)切削刃、无刃挤压铰削及油孔内冷却的结构是其总体发展方向,最大铰削孔径可达?400mm。
镗刀用于孔的精加工。镗刀切削部分的几何角度和车刀、铣刀的切削部分基本相同。常用的有粗镗刀和精镗刀。如下图所示为精镗刀,主要由镗刀杆、调整螺母、刀头、刀片、刀片固定螺钉、止动销、垫圈、内六角紧固螺钉构成。调整时,先松开内六角紧固螺钉,然后转动带游标刻度的调整螺母,就能准确地调整镗刀尺寸,从而能微量改变孔直径尺寸。
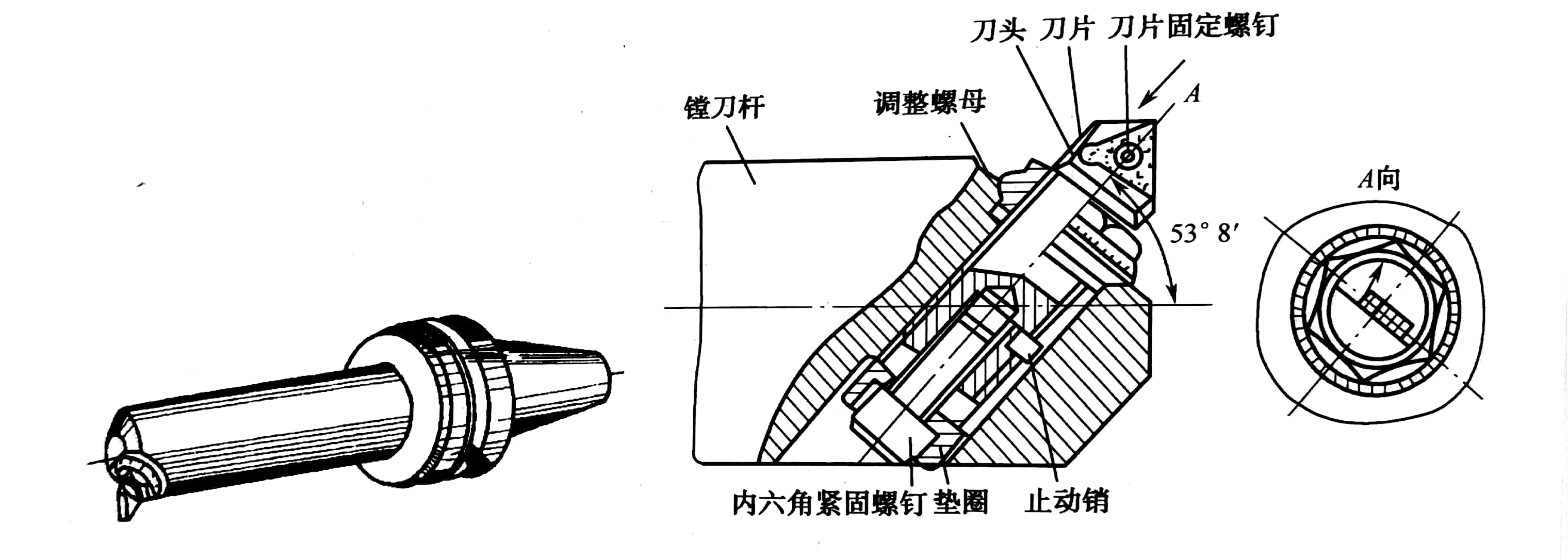
精镗刀
丝锥用于内螺纹的加工。与螺纹种类相适应,各种直径的螺纹又有粗、细牙之分。数控机床上使用的是机用丝锥,为了安全可靠,其直径一般在M6~20 之间。
集合了钻头、铰刀、扩孔刀及挤压刀具的新结构、新技术,整体式、机夹式、专用复合(组合)孔加工数控刀具研发速度很快。采用镶嵌模块式硬质(超硬)材料切削刃(含齿冠)及油孔内冷却、大螺旋槽等结构是其目前的发展趋势。如下图所示为几种复合刀具简图。
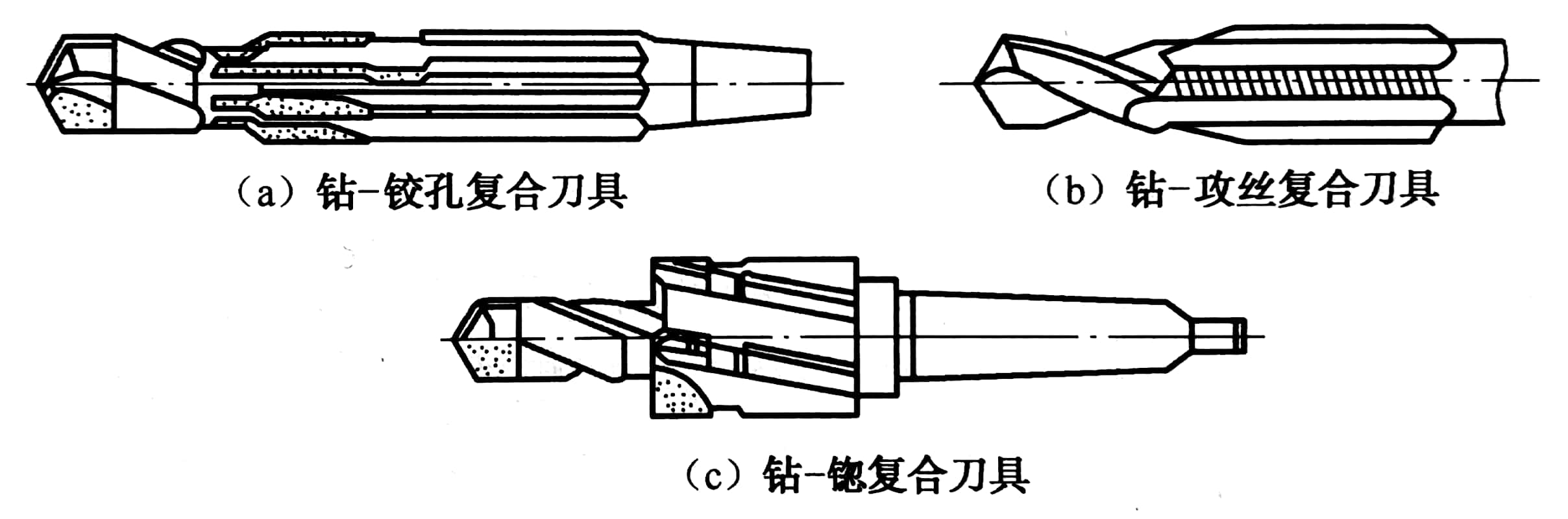
复合刀具
知识点词条:数控铣床与加工中心刀具

