

内、外维配合件如图1所示,零件材料为45钢,毛坯尺寸为φ50mm×130mm,小批量生产。设计该配合件的数控加工工艺。
1.零件图工艺分析
外圆锥轴件1的外圆有较高的尺寸精度要求,如![]() 及矩形槽尺寸
及矩形槽尺寸![]() ,两外圆
,两外圆 ![]() 的间有较高的位置精度要求,同轴度要求为φ0.04mm,多处有较高的表面粗糙度要求Ra 1.6μm。
的间有较高的位置精度要求,同轴度要求为φ0.04mm,多处有较高的表面粗糙度要求Ra 1.6μm。
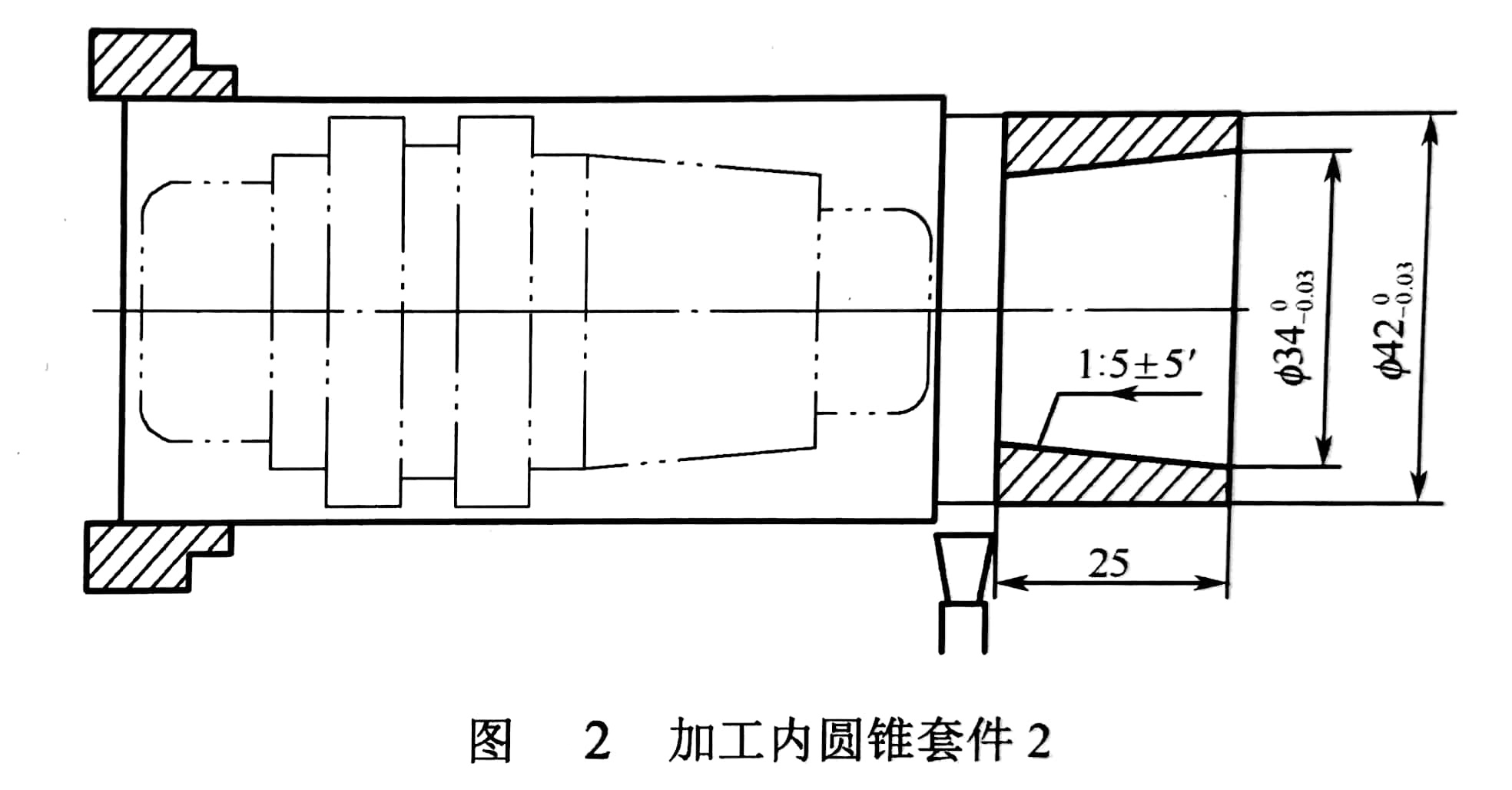
内圆锥套件2的外圆 有较高的尺寸精度要求。该配合件的配合面为锥度1:5的内、外圆锥,内、外锥面配合间距为6±0.2mm,圆锥接触面积大于65%。
有较高的尺寸精度要求。该配合件的配合面为锥度1:5的内、外圆锥,内、外锥面配合间距为6±0.2mm,圆锥接触面积大于65%。
2.机床选择
该任务为小批量生产,零件规格不大,但精度较高,故选用规格不大的数控车床CJK6132即可。

3.工艺路线设计
该配合件中,件1为外圆轴类零件,件2为套类零件,根据加工表面的精度及表面粗糙度要求,均选择粗车→半精车→精车即可满足零件图纸技术要求。
为便于控制配合接触面积的大小,对于轴、孔配合件的加工,一般先加工孔,后加工轴。在加工轴时要涂上颜料与已加工好的孔进行配合,检查颜料脱落的情况,如果没有达到65%的接触面积,可以比较方便地修正轴的尺寸与锥度。
先将内圆锥套件2车削完毕,切断,如图2所示。然后将外圆锥轴件1钻中心孔,采用一夹一顶方法粗、精车右端外圆各部位尺寸并保证各项精度要求,如图3所示。将外圆锥轴件1掉头,打中心孔,顶中心孔,加工左端外圆及圆锥部位尺寸并保证各项精度要求,同时注意控制内、外圆锥面配合间距为6±0.2mm,如图4所示。

4.装夹方案及夹具选择
车外圆锥轴件1时,采用一夹一顶方式装夹:车内圆锥套件2时,采用三爪自定心卡盘装夹。
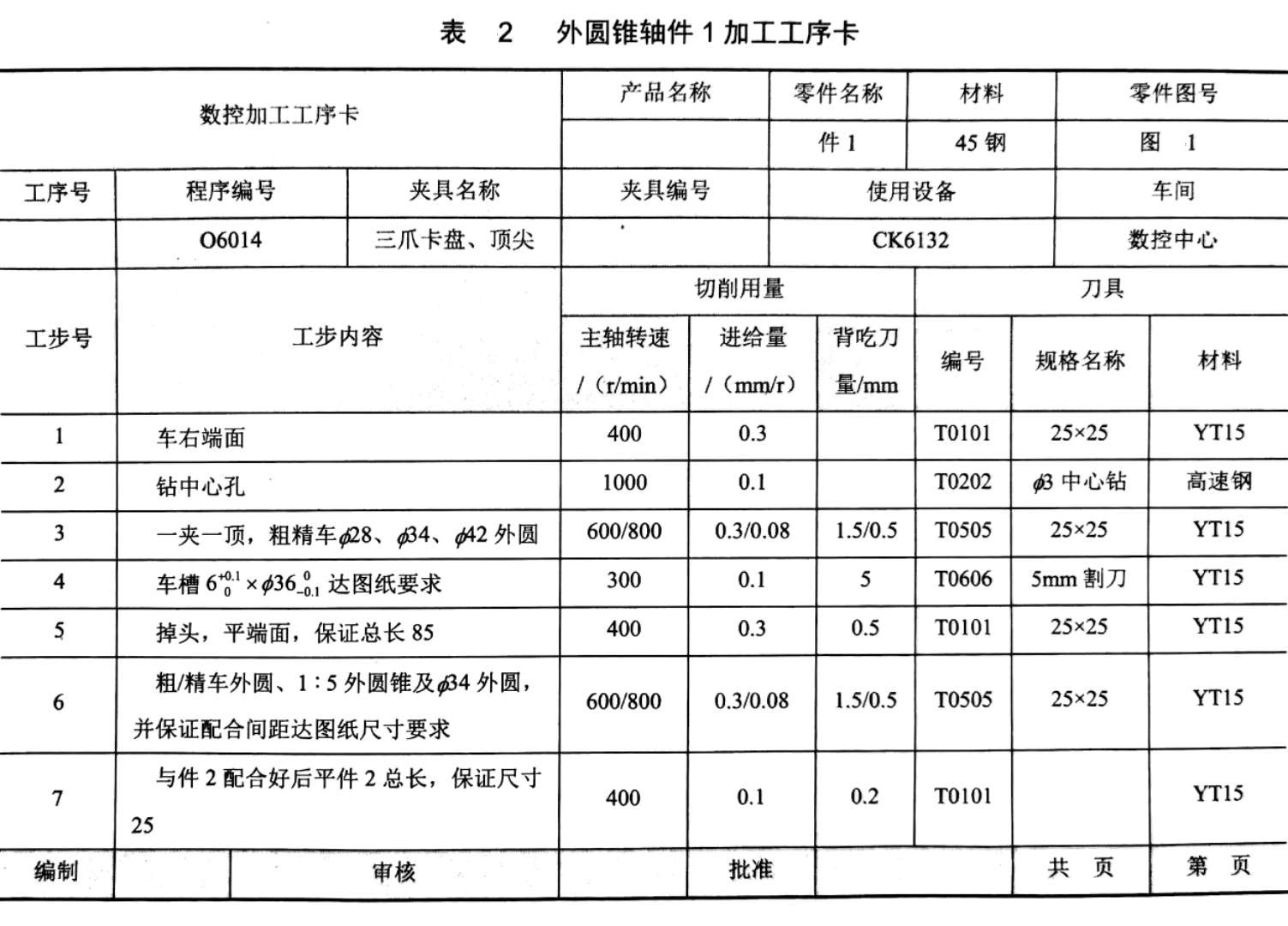
5.数控加工工艺文件的填写
在此只填写配合件1和件2的工序卡,所用刀具在工序卡里体现出来,故刀具卡省略。内圆锥套件2加工工序卡见表1,外圆锥轴件1加工工序卡见表2。
 3
3
知识点词条:内、外锥配合件加工工艺设计

