

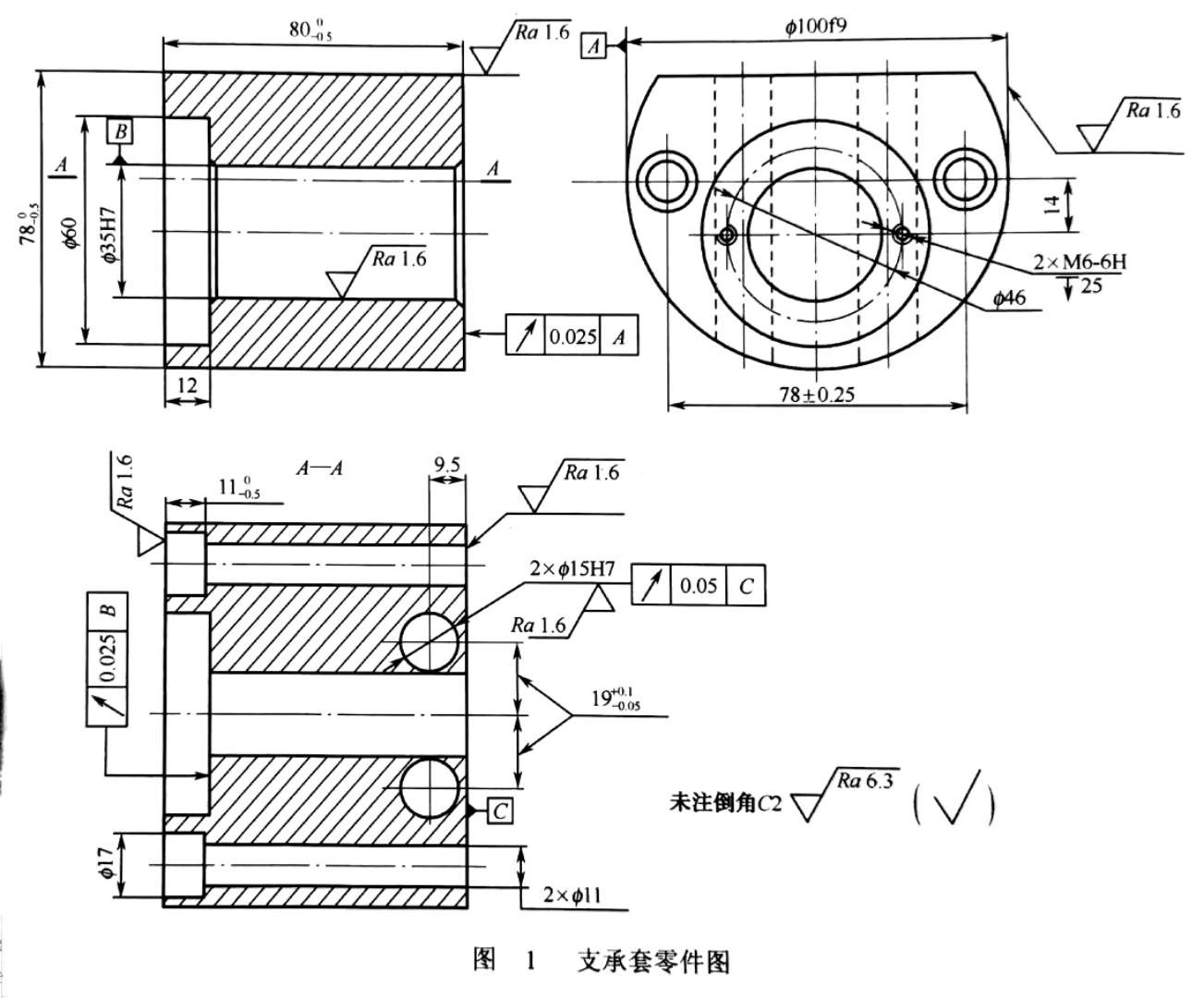
以支承套零件为例进行介绍。支承套零件图如图1所示,该零件用于支承轴承,材料为45钢棒料,大批量生产,设计该零件的数控加工工艺。
1.尺寸精度分析
φ35H7、2×φ15H7的精度达到IT7级,尺寸精度要求较高。
2.形位精度分析
沉孔φ60mm孔底平面对φ35H7孔有跳动要求;2×φ15H7孔对端面C有平行度要求;端面C对φ100f9外圆有跳动要求。
3.结构分析
该零件为一带平面的偏心套,从零件的结构来看既不属于回转轴类,也不属于箱体类,也算不上异形类。从加工设备的角度可以理解为车铣复合类零件。该零件有互相垂直的两个方向上的孔系(φ35H7与φ15H7),且φ35H7孔对外圆中心有14mm的偏心距要求。若在普通机床上加工,由于各加工部位在不同方向上,需多次装夹才能完成,难以保证位置精度且加工效率低。如果在数控车床上加工φ100f9外圆,到数控铣床上铣削![]() 后,再采用带回转工作台的卧式加工中心加工,则可以将除φ100f9、
后,再采用带回转工作台的卧式加工中心加工,则可以将除φ100f9、![]() 外的内容一次装夹完成加工。
外的内容一次装夹完成加工。
知识点词条:车铣复合零件的零件图工艺分析

