

1.加工方案的确定
外轮廓各部分 粗车→精车;
右端内轮廓各部分 钻中心孔→钻孔→粗镗→精镗;
左端内螺纹 加工螺纹底孔→切内沟槽→车螺纹。
2.定位基准和装央方式
1)内孔加工
定位基准:内孔加工时以外圆定位。
装夹方式:用三爪自定心卡盘夹紧。
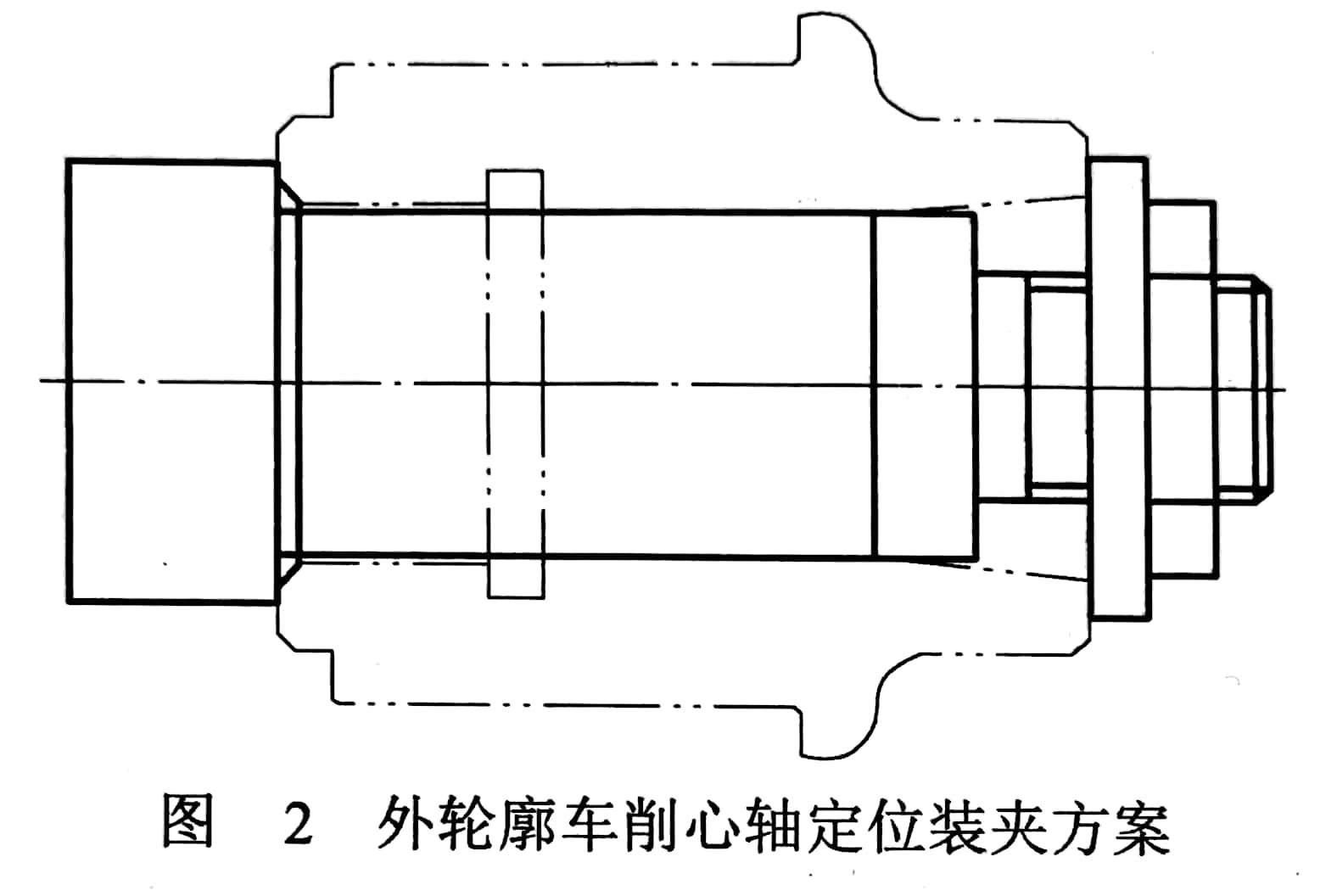
2)外轮廓加工
定位基准:确定零件轴线为定位基准。
装夹方式:加工外轮廓时,为了保证同轴度要求和便于装夹,以工件左端面和φ32mm孔轴线作为定位基准,为此需要设计一套心轴装置(见图2中双点画线部分),用三爪卡盘夹持心轴左端,心轴右端留有中心孔并用顶尖顶紧以提高工艺系统的刚度。
有关加工顺序、工序尺寸及工序要求、切削用量选择、刀具选择、设备选择等工艺问题详见相关工艺文件。
3.加工工艺的确定
1)工艺流程的确定
工艺流程即工艺路线见表1。

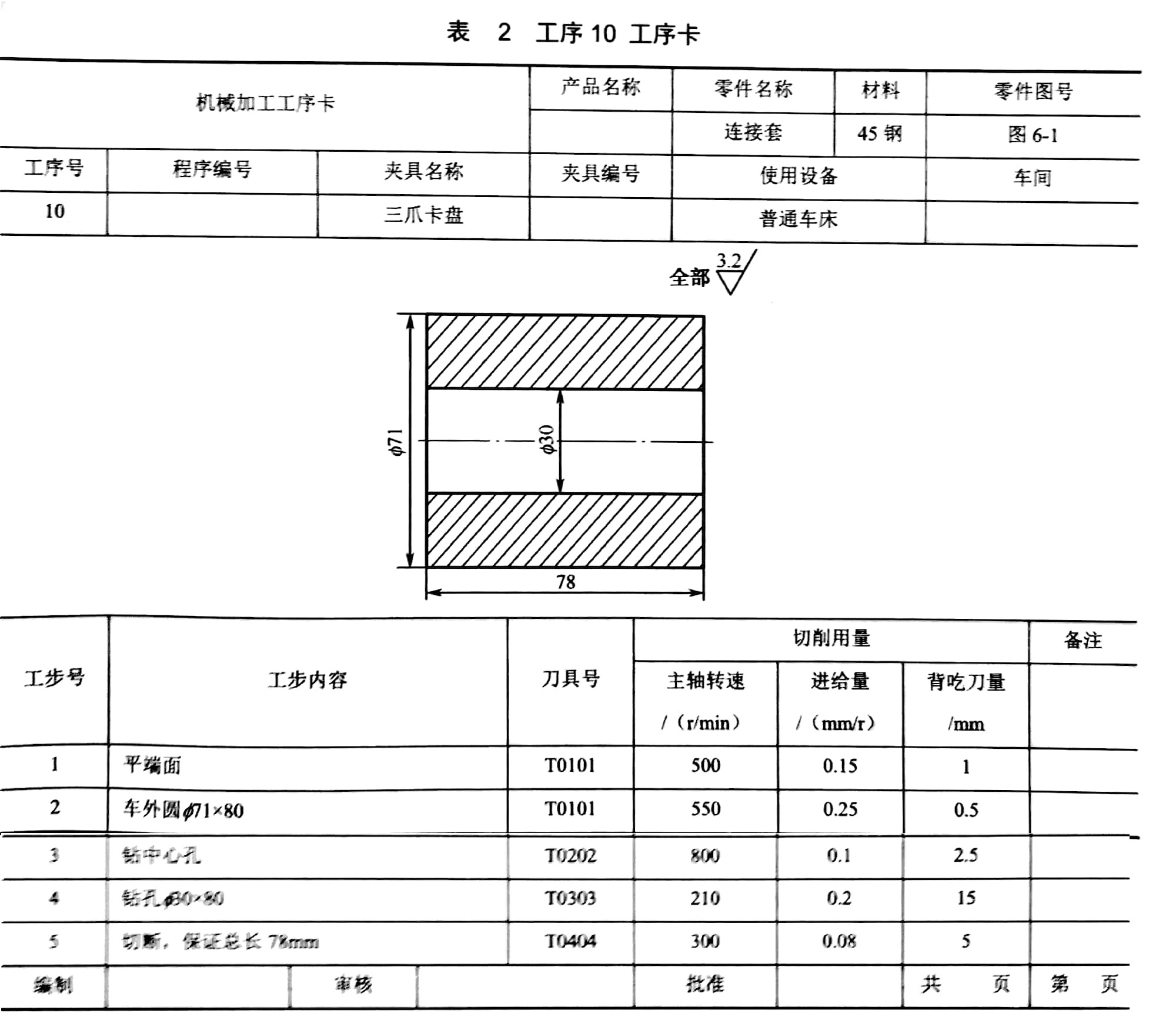
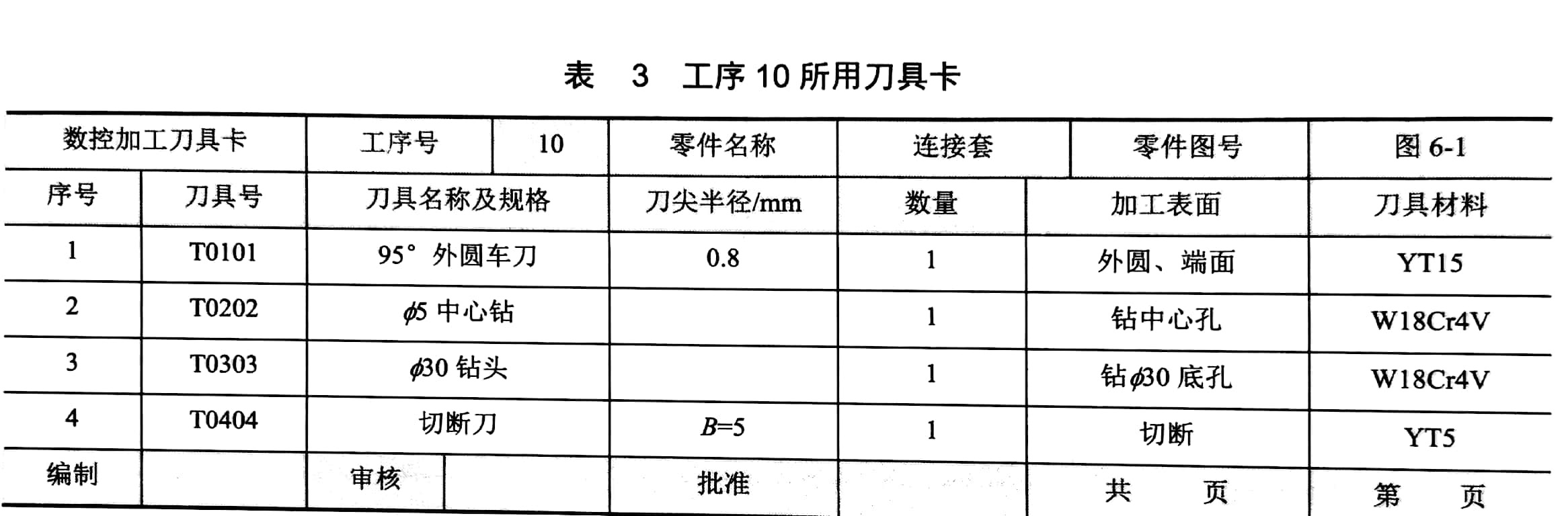
2)工序10
其工序卡件表2,刀具卡见表3
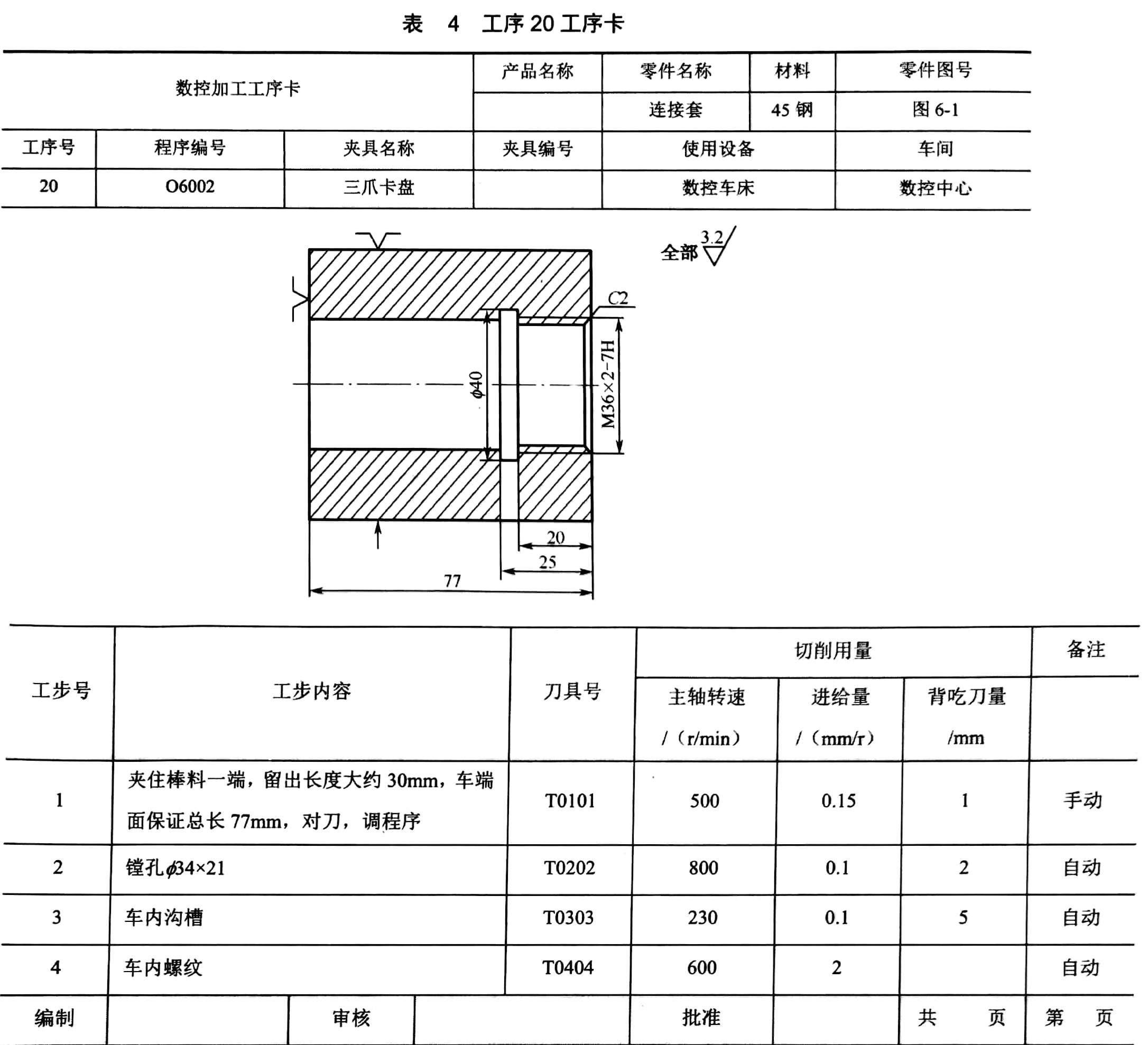
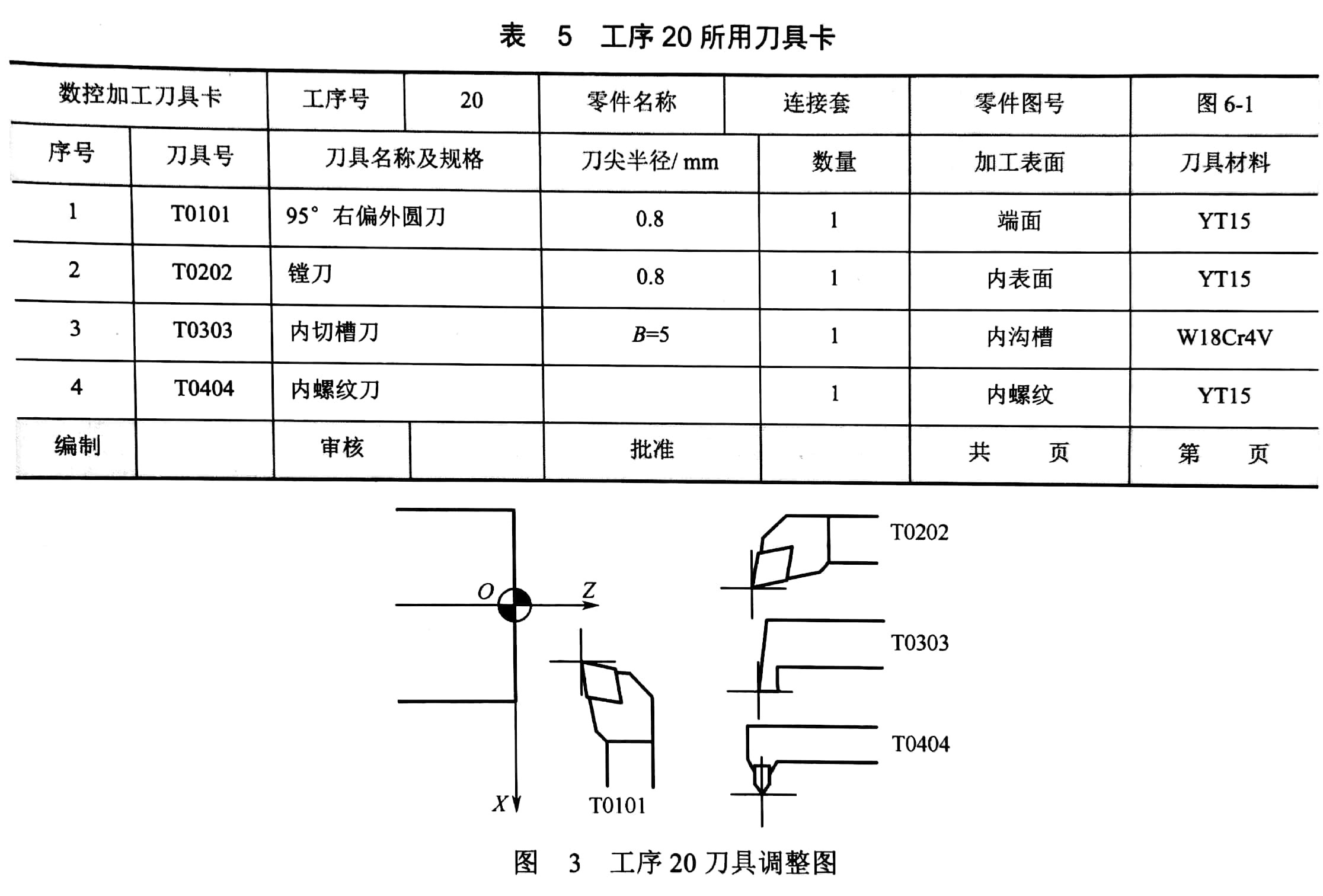
3)工序20
其工序卡见表4,刀具卡见表5,刀具调整图见图3。
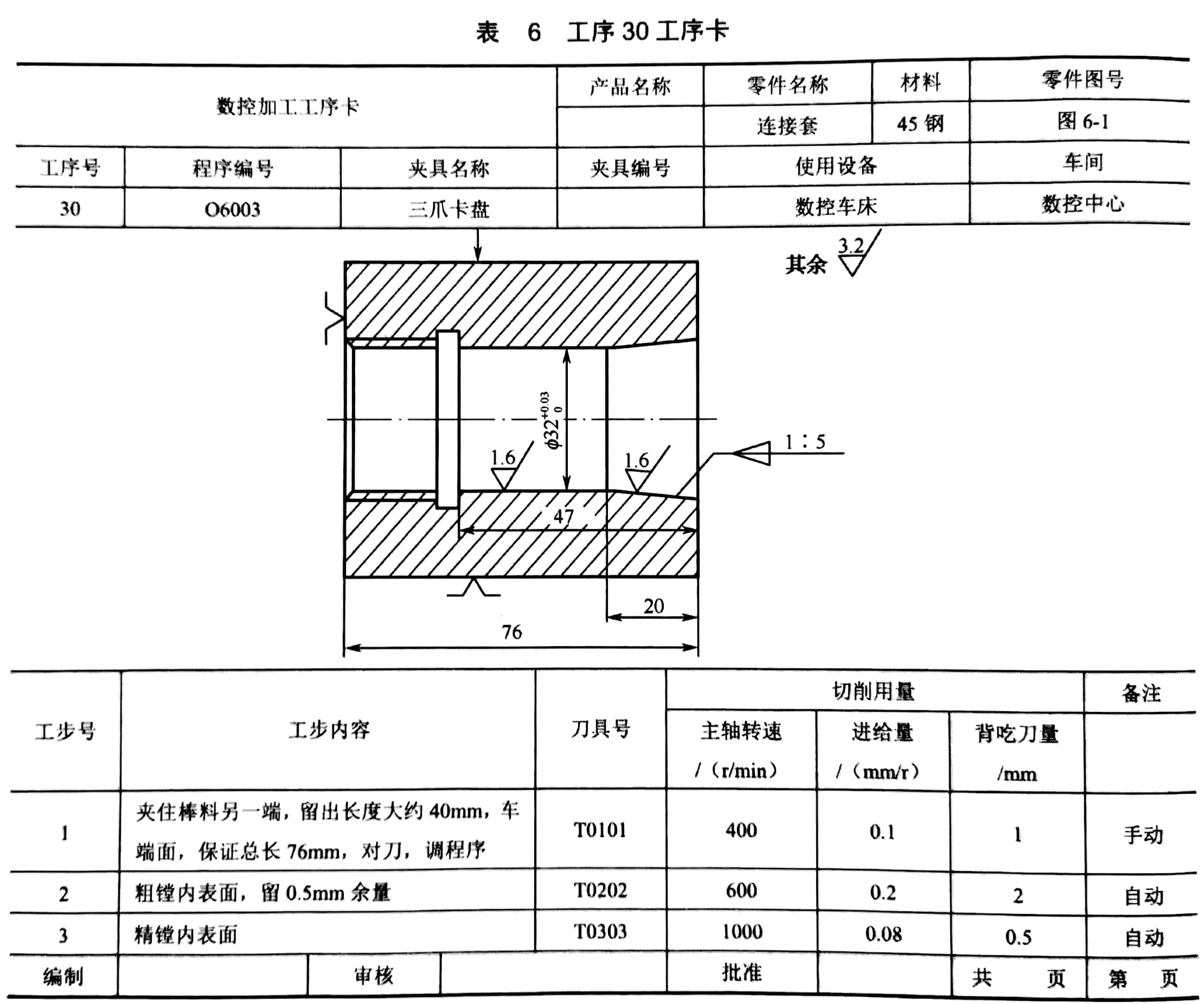
4)工序30
其工序卡见表6,刀具卡见表7,刀具调整图见图4。

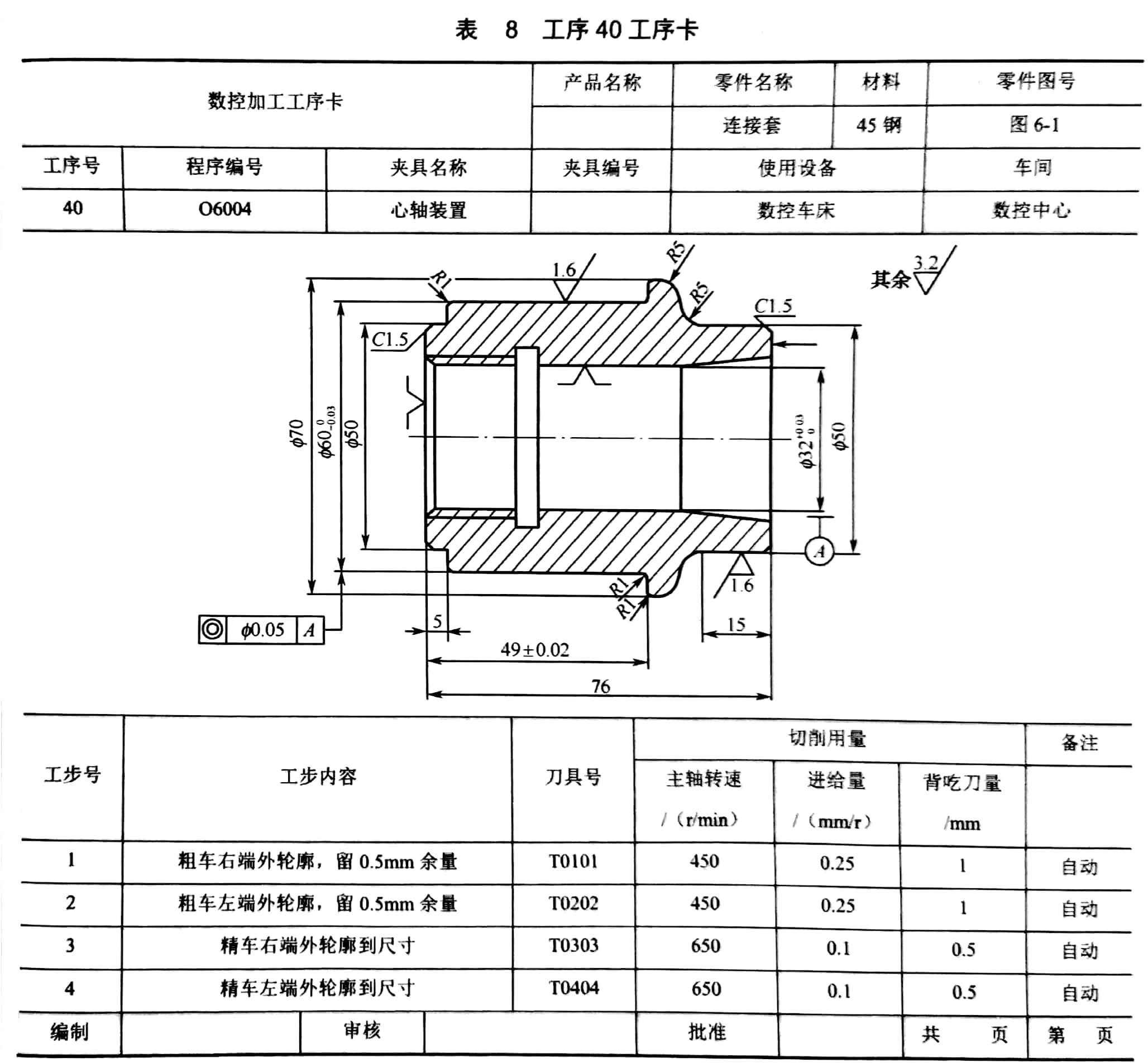
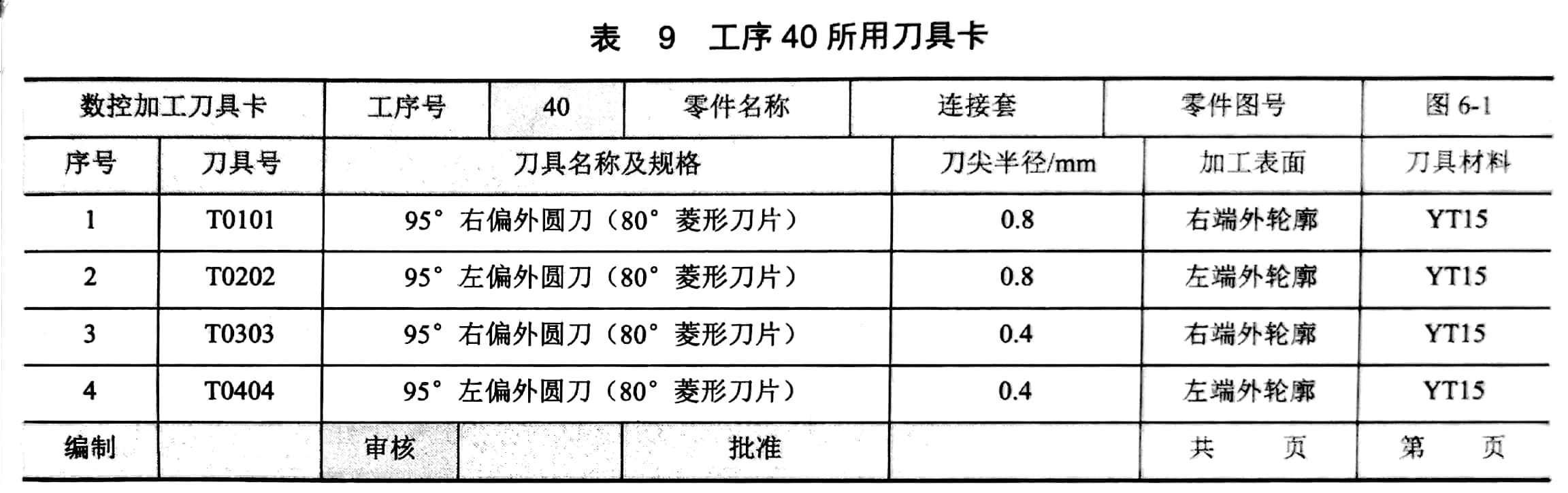
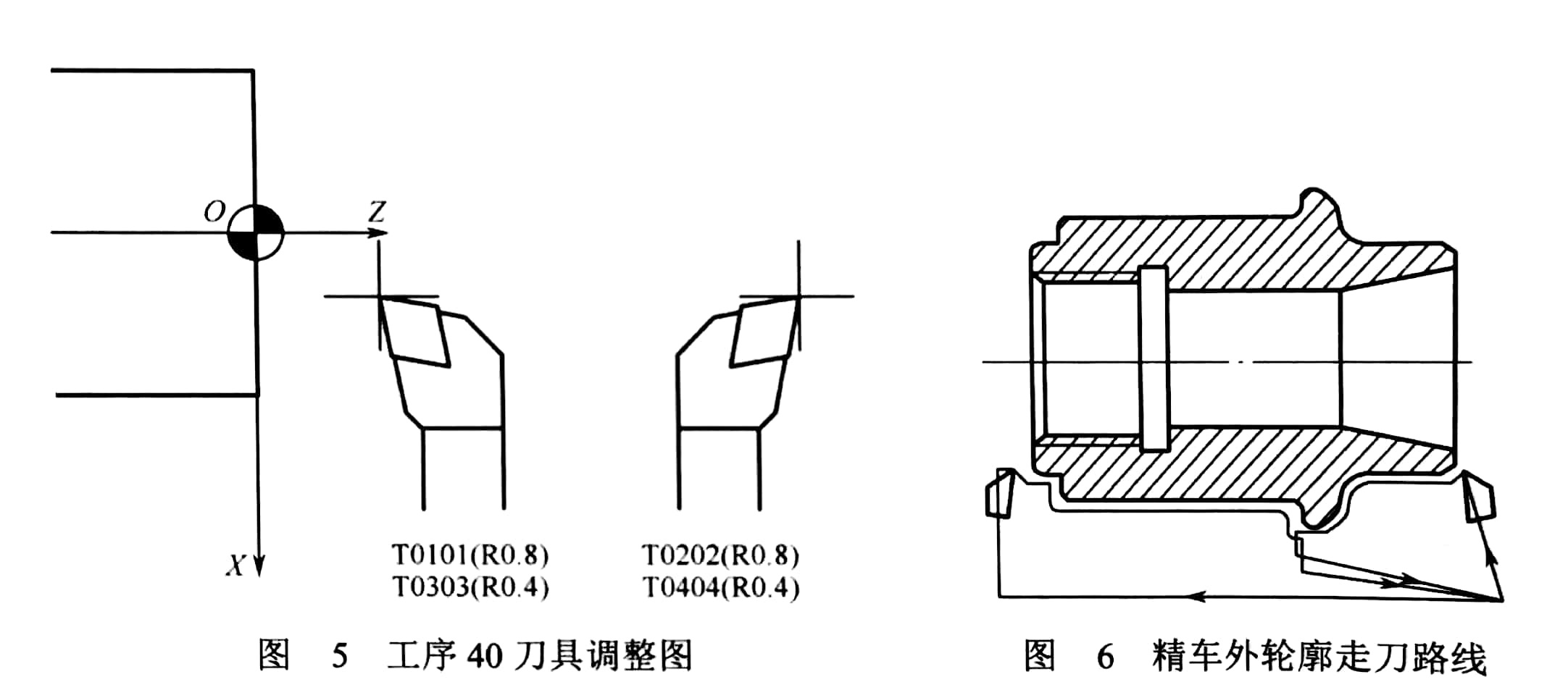
5)工序40
其工序卡见表8,刀具卡见表9,刀具调整图见图5,精车走刀路线见图6。
知识点词条:工艺设计

