

1.选择机床和加工方法
由于加工内容集中在上平面内,只需单工位加工即可完成,故选择立式加工中心。工件一次装夹中自动完成钻、锪、铰等工步的加工。
2个φ10H7销孔的尺寸精度为IT7级,表面粗糙度为Ra 1.6μm,为防止钻偏,需按钻中心孔→钻孔→扩孔→铰孔方案进行加工;4个φ9mm通孔是用来装螺钉的,故精度要求较低,可按钻中心孔→钻孔方案进行加工;4个φ15mm沉孔可在钻通孔后再锪孔。
2.确定装夹方案和选择夹具
由于该零件为中大批量生产,可利用专用夹具进行装夹。由于底面、φ40H8内腔和侧面已在前面工序加工完毕,本工序可以采用φ40H8内腔和底面为定位面,侧面加防转销限制6个自由度,用压板夹紧。
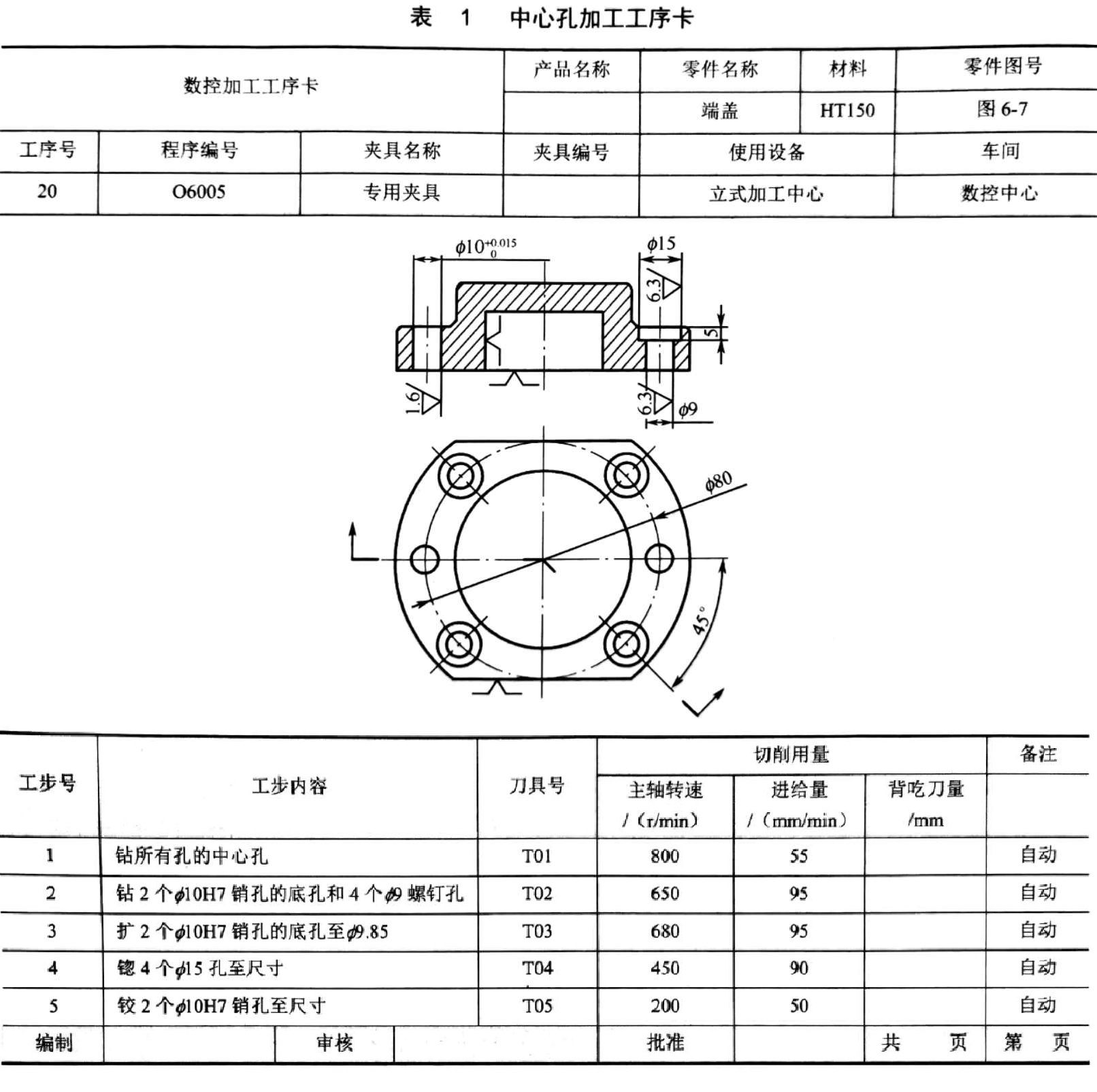
3.确定加工顺序
选择了加工方法之后,在本工序中可根据刀具集中的原则确定加工顺序,加工顺序为钻所有孔的中心孔→钻孔→扩孔→锪孔→铰孔,具体加工过程见表1给出的工序卡。
4.选择刀具
2个φ10H7销孔的加工方案为钻中心孔→钻孔→扩孔→铰孔,故采用φ5mm中心钻、φ9mm麻花钻、φ9.85mm扩孔钻及φ10H7铰刀; 4个φ15mm沉孔可采用φ15mm的锪钻。具体所选刀具如表2所示。
5.进给路线的确定
由于各孔的位置精度要求并不高,因此在XY平面内的进给路线以路线最短的原则来确定,在XY平面和Z向的进给路线具体如图2~图4所示。
6.选择切削用量
切削用量可参考切削用量手册进行取值,然后计算出主轴转速和进给速度,其值如表1所示。
7.填写端盖零件的加工中心加工工艺文件
端盖零件的数控加工工序卡如表1所示;数控加工刀具卡如表2所示;走刀路线如图2~图3所示;数控加工程序单略。



知识点词条:盖板零件的工艺设计

