

用φ10mm的高速钢键槽铣刀加工如图1所示的高度为2mm的中碳钢椭圆轮廓。
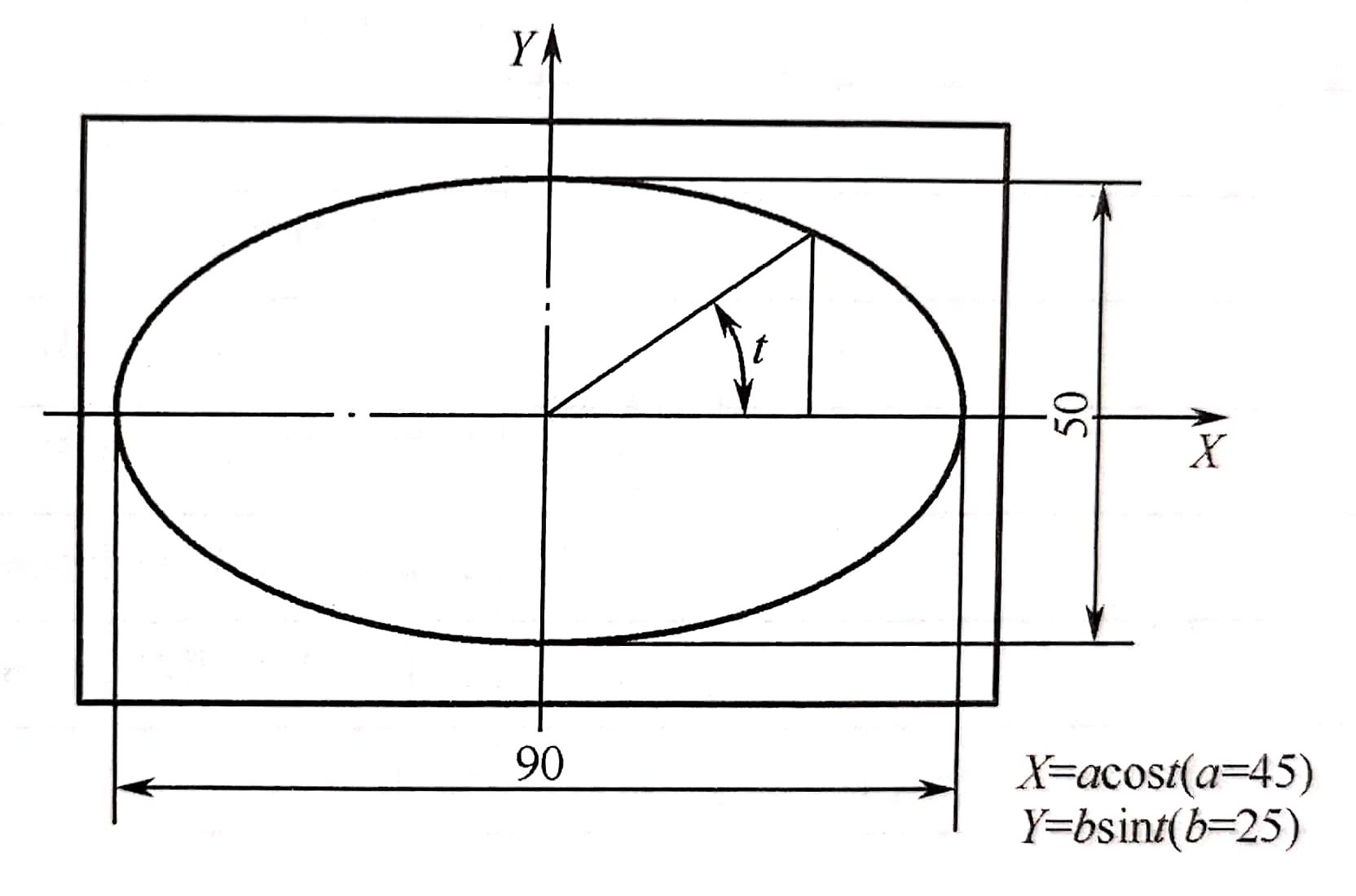
图1椭圆轮廓
椭圆曲线采用参数方程式表示为
x=acost
y=bsint
参数为转角t。t的步长为1°,初值为0°,终值为360°,采用直线逼近方式进行加工。宏程序变量定义见表1。
表1宏程序变量定义表
|
赋值地址 |
A |
B |
C |
I |
J |
K |
|
|
|
变量号 |
#1 |
#2 |
#3 |
#4 |
#5 |
#6 |
#100 |
#101 |
|
变量含义 |
椭圆长半轴 |
椭圆短半轴 |
转角步长 |
参数角 |
转角终值 |
Z向切削深度 |
X坐标值 |
Y坐标值 |
程序如下:
|
O5002; |
主程序 |
|
N10 G90 G54 G00 X0 Y0 Z100. ; |
定位于G54上方安全高度 |
|
N20 S800 M03; |
主轴旋转 |
|
N30 G65 P7002 A45. B25. C1. I0 J360. K-2.; |
调用宏程序,对应变量赋值 |
|
N40 G00 Z100. M05; |
快速抬刀至安全高度 |
|
N50 M30; |
程序结束 |
|
|
|
|
O7002; |
宏程序 |
|
N10 G90 G0O X[#1+20] Y0; |
定位于(65,0) 上方 |
|
N20 G01 Z#6 F1000; |
下刀至切削深度 |
|
N30 #100 =#1*COS[#4]; |
计算X坐标值 |
|
N40 #101=#2*SIN[#4]; |
计算Y坐标值 |
|
N50 G01 G42 X#100 Y#101 D01 F500.; |
运行一个步长 |
|
N60 #4= #4+#3; |
增加一个角度步长 |
|
N70 IF [#4 LE#5] GOTO 30; |
判断参数t是否小于或等于360 |
|
N80 G01 G40 X[#1+20] Y0; |
取消刀补,回到(65,0) |
|
N90 M99; |
宏程序结束 |
知识点词条:非圆曲线轮廓类零件

