

用φ10mm的高速钢立铣刀加工如图1所示的抛物线形凹面,坯料尺寸为100mm×100mm×30mm,材料为45钢。只要求加工抛物线形凹面。
在XZ平面内,抛物线方程是
x2=100(16+z) (-16.0≤z≤0)
采取分层圆弧插补铣削,由上至下进行加工。在每一铣削层,根据抛物线方程计算出x的值作为XZ平面内圆的半径t,即
t=10(16+z)1/2
x2+y2=t2
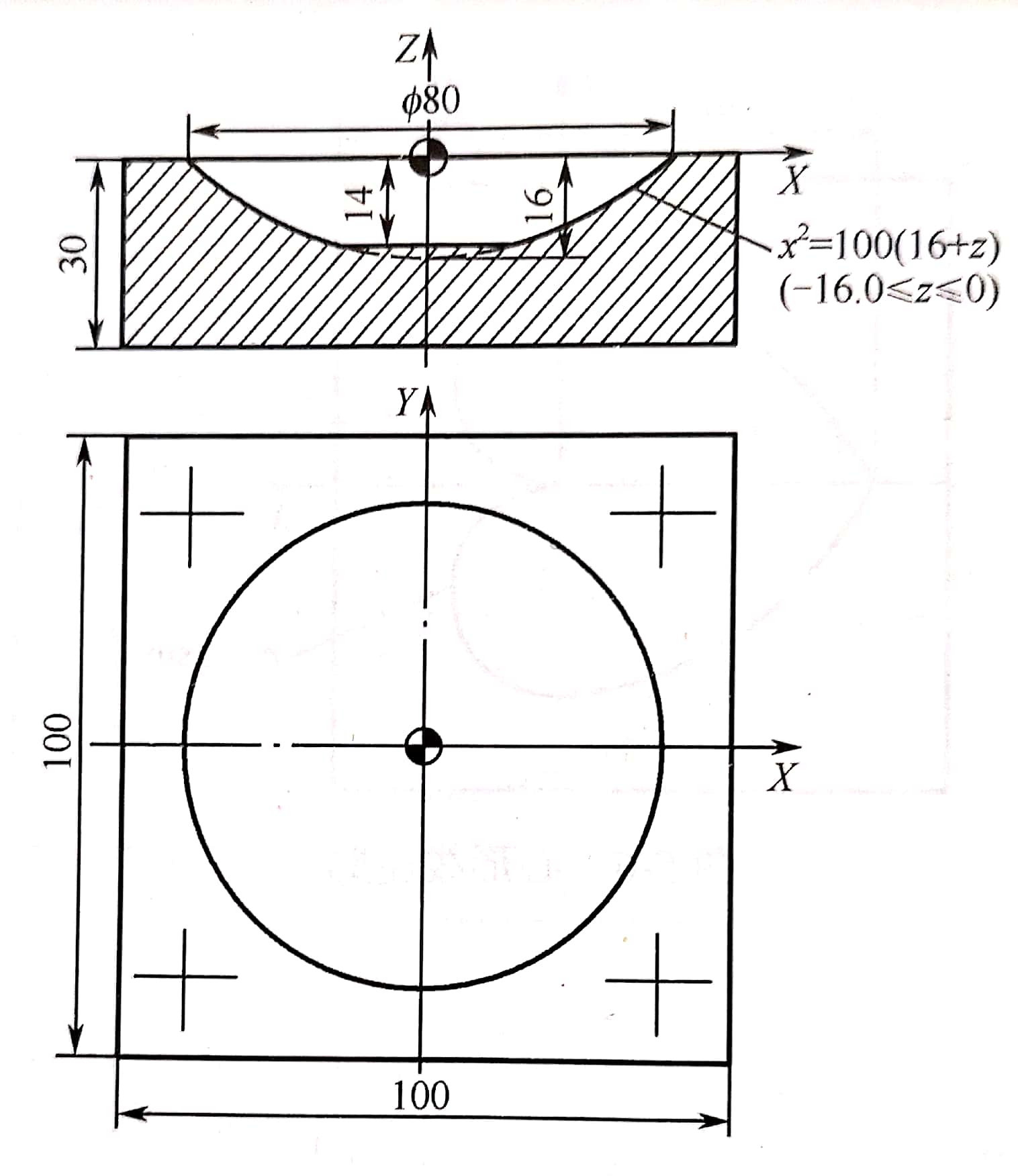
图1抛物线形凹面
程序如下:
|
O5004; |
|
|
G17 G90 G54 G00 Z10.0; |
|
|
M03S800; |
|
|
G00 X0 Y0; |
定位至起刀点 |
|
G43 G00 Z5.0 H01 M08; |
建立1号刀具长度补偿,切削液开 |
|
G01 Z0 F50; |
|
|
#1=0; |
设Z方向进给为自变量#1,置初值0 |
|
WHILE [#1 LT 14.0]DO1I; |
循环 |
|
#1=#1+0.2; |
#1增加一个层切步长0.2mm |
|
G01 Z-#1 F30; |
Z轴进刀 |
|
#2=10*SQRT[16.0-#1]; |
计算XY平面内对应圆弧的半径 |
|
G41 G01 X#2 Y0 D01 F80; |
建立刀具半径补偿,并工进至加工圆弧的起始点 |
|
G03 1-#2 F30; |
圆弧插补 |
|
G91 G01 Z3.0; |
提刀 |
|
G90 G40 G00 X0 Y0; |
取消半径补偿 |
|
END 1; |
循环结束 |
|
G00 Z10.0 M09; |
|
|
M30; |
|
知识点词条:曲面加工类零件

