

要求钻削如图1所示零件上的螺纹孔底孔,零件材料为45钢。

图1钻孔零件
1. 工件装夹
该工件用平口钳装夹,用垫铁支承底面。
2. 工艺方案确定
该零件中具有分度圆分布的孔,两个分度圆的直径不同,不同分度圆上孔的个数不同,不同分度因上孔的深度不同。
设计一个通用的钻孔宏程序,在宏程序中根据给出的分度圆中心坐标、分度圆的半径和要钻的孔计算要钻孔的中心坐标,通过钻孔固定循环G73功能钻孔。调用该宏程序时,只要将已知条件对宏程序中的变量赋值即可。
该宏程序使用变量如下;
#1——分度圆半径 (mm);
#2——分度圆 上孔的个数(个);
#3——孔的深度 (mm);
#4——分度圆中心坐标 X (mm);
#5——分度圆中心坐标Y (mm);
#6——第一个孔与X轴的夹角(° );
#7——被钻孔中心坐标 X (mm);
#8——被钻孔中心坐标Y (mm);
#9——两孔之间的中心角 (° );
#10——动态角度。
3. 宏程序中计算
走刀路线及孔位计算宏程序流程如图2所示。

图2走刀路线及孔位计算宏 程序流程图
(1)根据一个分度圆上孔的个数计算相邻孔之间的夹角。
(2)根据初始角和孔间夹角计算要钻孔与X轴的夹角。
(3)计算孔中心的X坐标,计算孔中心的Y坐标。
(4)钻一个孔。
(5)计算下一个孔与X轴的夹角,未钻完转步骤(3),钻完则结束。
说明:分度圆中心距误差由#4和#5控制,这里#4和#5取尺寸标注公差的中间值。
4. 主程序流程
分度圆钻孔主程序流程如图3所示。设工件原点在零件左侧面的中间处。
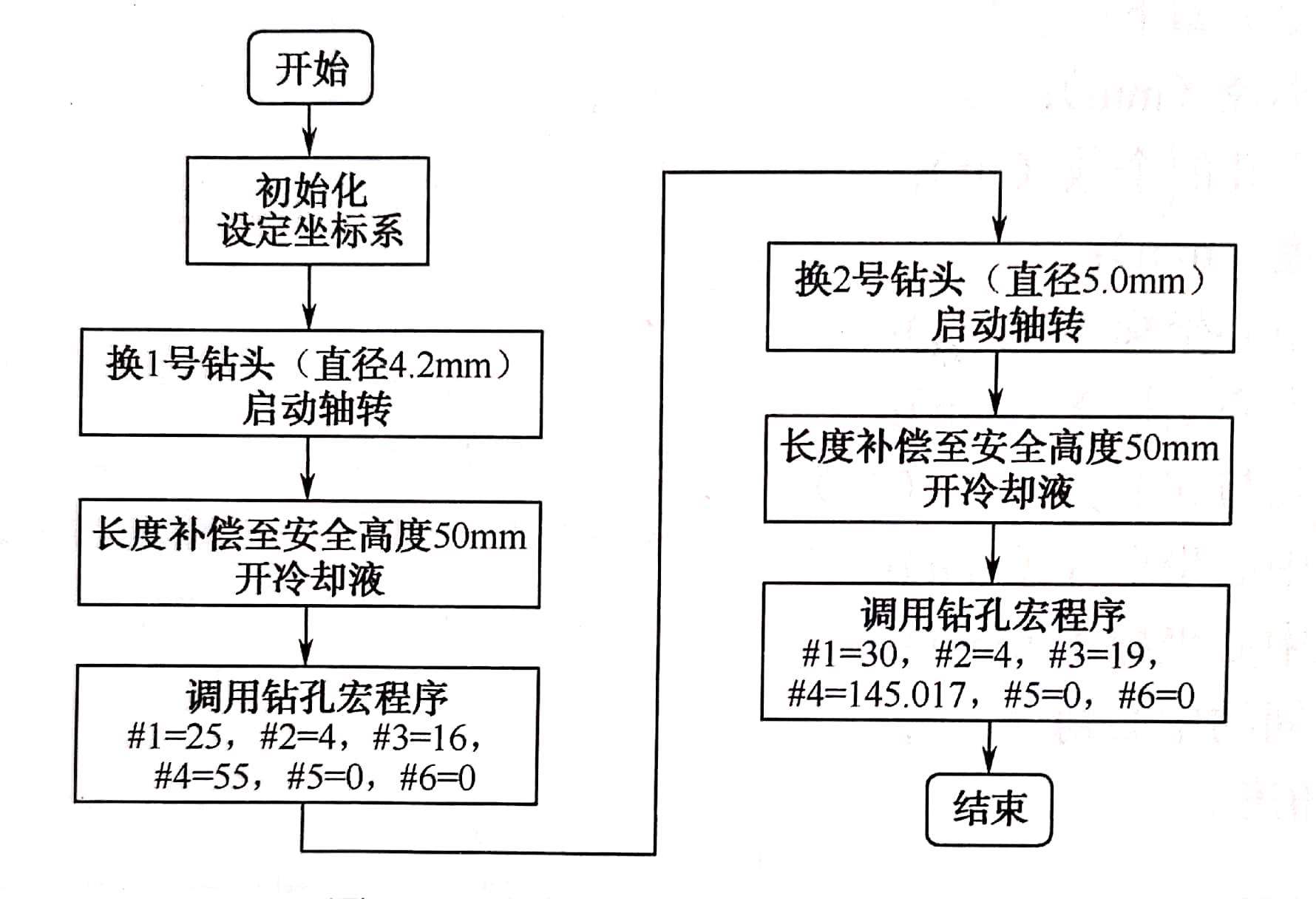
图3分度圆钻孔主程序流程图
(1)初始化,设定坐标系。
(2)换1号刀,至安全高度。
(3)调用宏程序钻分度圆孔。
(4)换2号刀,至安全高度。
(5)调用宏程序钻分度圆孔。
5. 刀具及切削用量
钻孔刀具及切削用量如表1所示。
表1钻孔刀具及切削用量表
|
加工步骤 |
刀具与切削参数 |
||||||
|
序号 |
加工内容 |
刀具规格 |
主轴转速/(r/min) |
进给速度/(mm/min) |
刀具补偿 |
||
|
类型 |
材料 |
长度 |
半径 |
||||
|
1 |
钻M5底孔,深16mm |
Φ4.2mm麻花钻 |
高速钢 |
1800 |
90 |
H1/T1 |
D1 |
|
2 |
钻M6底孔,深19mm |
Φ5.0mm麻花钻 |
1500 |
90 |
H2/T2 |
D2 |
|
6. 参考程序清单
(1)宏程序。钻孔宏程序如表2所示。
表2钻孔宏程序
|
O7001 |
钻孔宏程序 |
|
|
N1 |
#9=360-#2; |
两孔之间的中心角 |
|
N2 |
#10=#6; |
第1个孔与x轴的夹角的动态角 |
|
N3 |
WHILE [#2 NE 0] DO1 |
循环计算和钻孔 |
|
N3 |
#7=#1*COS[#10]; |
计算孔中心相对于分度圆中心的X坐标 |
|
N4 |
#8=#1*SIN[#10]; |
计算孔中心相对于分度圆中心的Y坐标 |
|
N5 |
#7=#7+#4; |
计算孔中心相对于坐标原点的X坐标 |
|
N6 |
#8= #8+#5; |
计算孔中心相对于坐标原点的Y坐标 |
|
N7 |
G73 G98 X#7 Y#8 Z-#3 R5. Q1. F90.; |
钻孔 |
|
N8 |
G80; |
结束循环 |
|
N9 |
#10=#10+#9; |
下一个孔与X轴的夹角 |
|
N10 |
#2=#2-1; |
孔个数减1 |
|
N11 |
END 1; |
钻孔结束 |
|
N12 |
M99 |
宏程序结束,返回主程序 |
(2)主程序。钻孔主程序如表3所示。
表3钻孔主程序
05001
钻孔主程序
N1
G90 G80 G40 G94 G21;
初始化
N2
G54 X0 Y0;
定义坐标系,远点在工件左侧面中间处
N3
M06 T01;
换1号到
N4
M03 D1800;
主轴转
N5
G43 Z50. H01 M08;
长度补偿至安全高度50mm,冷却液开
N6
G65 P7001 A25. B4. C16. I55. J0 K0;
调用钻孔宏程序
N7
M06 T02;
换2号刀
N8
M03 S1500;
主轴转
N9
G43 Z50. H02 M08;
长度补偿至安全高度50mm,冷却液开
N10
G65 P7001 A30. B6. C19. I145.017. J0 K0;
调用钻孔宏程序
N11
M30;
程序结束
知识点词条:钻孔类零件

