

数控铣床和加工中心都能够进行铣削、钻削、镗削及攻螺纹等加工。被加工零件的母线可以是直线、圆弧和各种曲线;其空间曲面可以是解析曲面,也可以是列表点表示的自由曲面。数控铣床没有自动换刀装置及刀具库,只能用手动方式换刀。加工中心具有自动换刀装置及刀具库,在加工过程中能自动更换刀具对工件进行多工序加工。集铣、钻、镗等加工于一体,减少了工件的装夹、测量和机床调整等时间,同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效益。
与通用铣床的分类方法相同,数控铣床和加工中心按结构布局也可以分为以下三类。
如下图所示为立式加工中心布局图,其主轴轴线垂直于水平面。为了解决垂直方向运动时重力平衡的问题,一般由主轴箱沿立柱上下运动来实现,主轴箱的重量通过立柱中空胜内的配重使其平衡。主轴中心线与立柱导轨面的距离不能太大,以保证机床的刚性。
目前三坐标立式数控铣床占有相当的比重,一般可进行三坐标联动加工。还有部分机的主轴可以绕不y. Z坐标轴中的一个或两个轴做数控摆角运动,完成四坐标和五坐标数控立铣加工。一般来说, 机床控制的坐标轴越多,特别是联动(同时插补运动)的坐标轴越多,机床的功能、加工范围及可选择的加工对象也越多,但机床的结构也更复杂,对数控系统的要求更高。

立式加工中心布局图
为了扩大立式数控铣床的功能、加工范围,可以附加数控转盘:当转盘水平放置时,可增加一个C轴;当转盘垂直放置时,可增加一个A轴或B轴。为了提高立式数控铣床的生产效率,还可采用自动交换工作台,来减少零件装卸的生产准备时间。
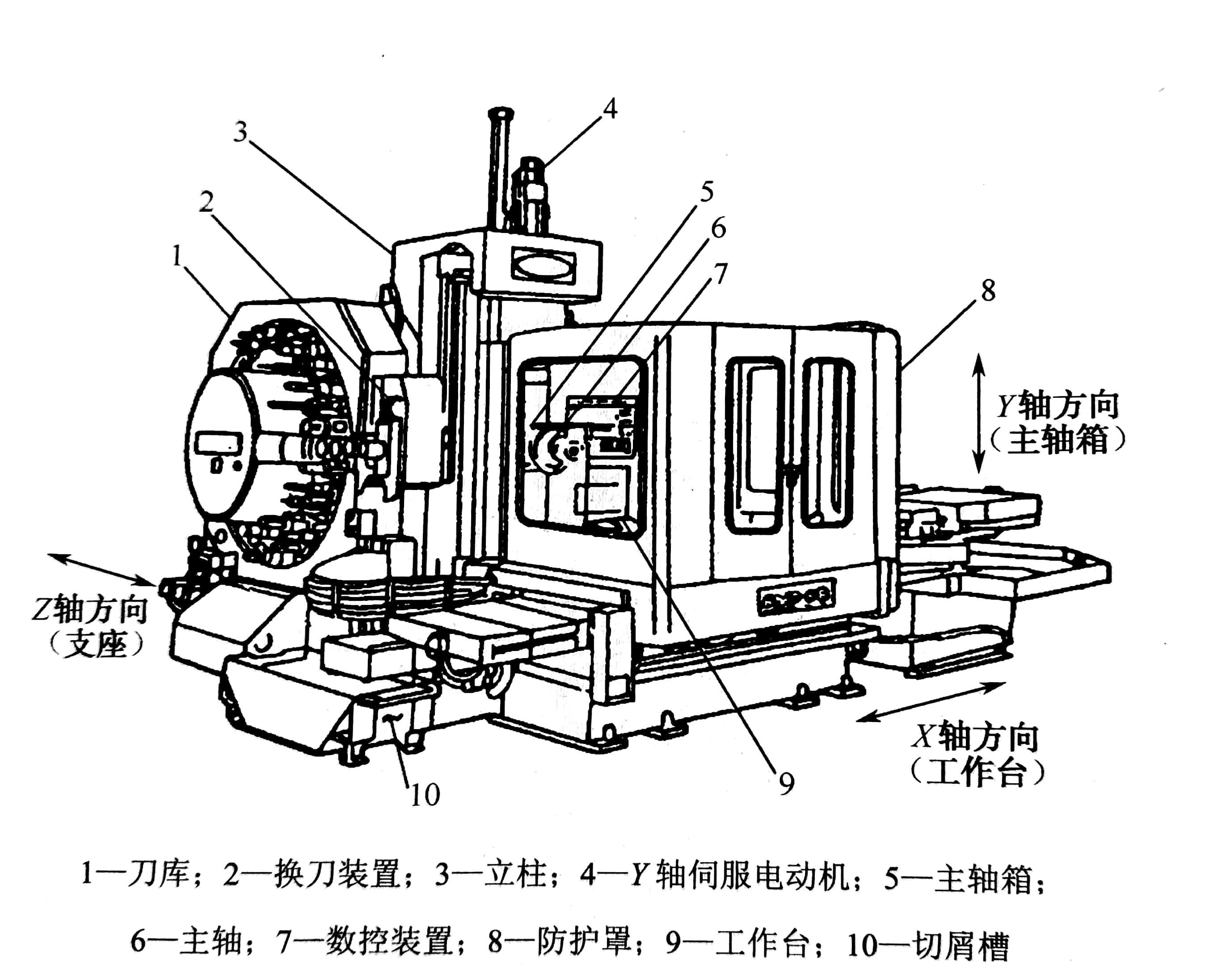
如图1所示为卧式加工中心布局图,其主轴轴线平行于水平面,垂直方向的运动一般也是由主轴箱升降来实现的。一般配有数控回转工作台,便于加工零件的不同侧面。目前,单纯的数控卧式铣床已比较少,大多是配有自动换刀装置(ATC)后成为卧式加工中心。
卧式加工中心是加工中心中种类最多、规格最全、应用最广的种。其缺点是调试程序及试切时不易观察,生产时不易监视,零件装夹和测量不方便,若没有内冷却钻孔装置,加工深孔时切屑不易到位。与立式加工中心相比,卧式加工中心结构复杂,占地面积大, 价格较高,适用于批量生产。
图1 卧式加工中心布局图
3.对于大尺寸的数控铣床,一般采用 对称双立柱结构的龙门铣床,以保证机床的整体刚性和强度。数控龙门铣床有工作台移动和龙门架移动两种形式,适用于加工整体结构的零件、大型箱体零件和大型模具等,如图2(a)所示。龙门式加工中心与龙门铣床相似,除带有自动换刀装置外,还带有可更换的主轴头附件,数控装置的软件功能比较齐全,能够机多用,尤其适用于大型或形状复杂的工件,如飞机的梁、框板及大型汽轮机上的某些零件的加工,如图2(b)所示。
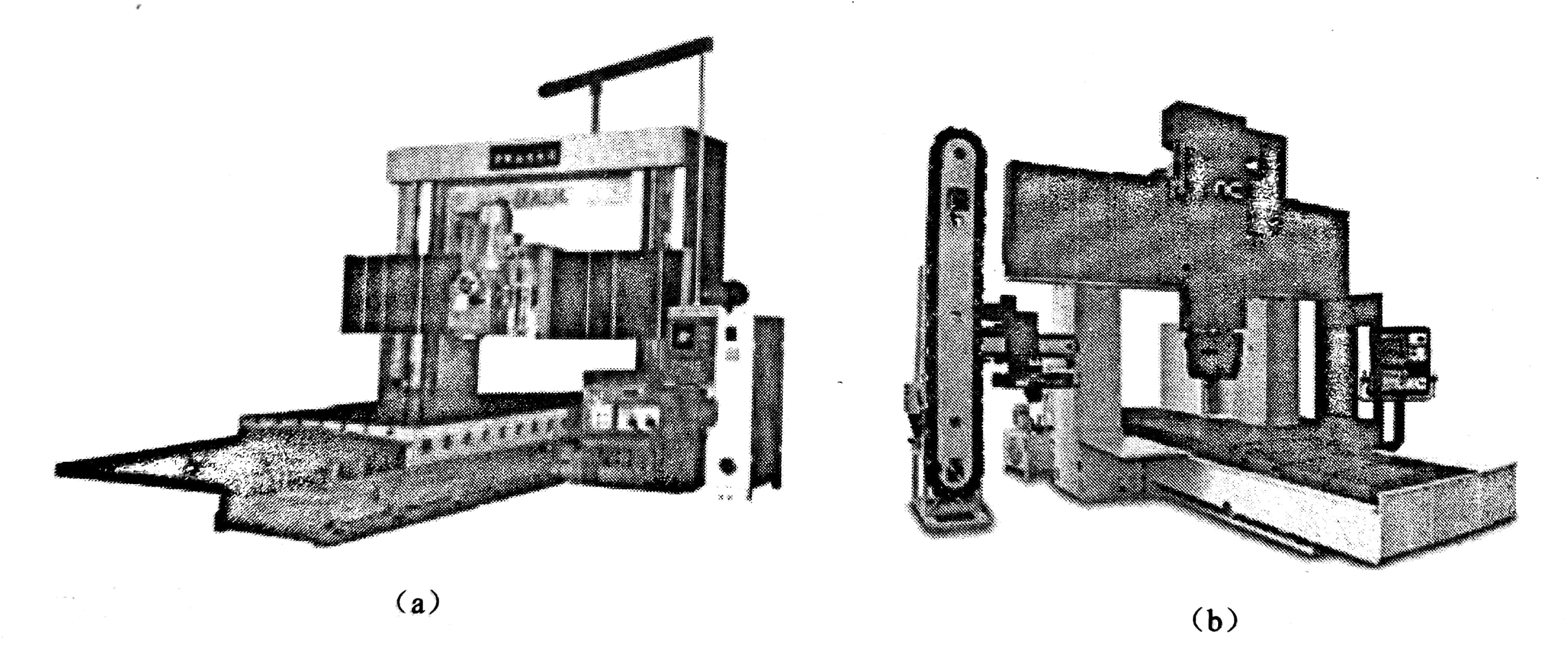
图2 龙门式数控铣床和加工中心布局图
这类加工中心兼具立式加工中心和卧式加工中心的功能,工件-次安装后能完成除安装面外的所有侧面和顶面等5个面的加工。常见的复合加工中心有两种方式:一种是主轴可以旋转90°,可以进行立式和卧式加工模式的切换;另一种是主轴不改变方向,而由工作台带着工件旋转90°,完成对工件5个表面的加工,适于加工复杂箱体类零件和具有复杂曲线的工件,如螺旋桨叶片及各种复杂模具。
按体积大小分类,数控铣床可分为小型、中型、大型三类。小型数控铣床一般在1t以下,中型数控铣床一般在10t以下,大型数控铣床一般在10t以上。
按控制坐标的联动轴数分类,数控铣床可分为两轴半控制、三轴控制和多轴控制。
按加工精度分类,数控铣床有普通精度和高精度之分。普通精度数控铣床的分辨率为lμm,最大进给速度为15~25m/min,定位精度在10μm左右。高精度数控铣床的分辨率为0.1μm,最大进给速度为15~100m/min,定位精度在2μm左右。定位精度介于2~10μm之间的以±5μm较多,可称精密级。
知识点词条:数控铣床与加工中心分类

