

加工面平行、垂直于水平面或加工面与水平面的夹角为定角的零件称为平面类零件。根据定义,如下图所示的三个零件都属于平面类零件。目前,在数控铣床上加工的绝大多数零件都属于平面类零件。
平面类零件的特点是,各个加工单元面是平面,或可以展开成为平面,平面类零件是数控铣削加工对象中最简单的一类,般只需用三坐标数控铣床的两坐标联动就可以把它们加工出来。
如下图(b)所示的斜平面,当工件尺寸不大时,可用斜垫板垫平后加工;若机床主轴可以摆角,则可摆成适当的定角来加工;当工件尺寸很大、斜平面坡度又较小时,也常用行切法加工,但会在加工面上留下叠刀时的刀锋残痕,要用钳修方法加以清除;加工斜平面的最佳方法还是利用五坐标铣床加工,可以不留残痕。
如下图(c)所示的正圆台和斜筋表面,一般可用专用的角度成型铣刀来加工,在这种情况下采用五坐标铣床摆角加工反而不合算。

典型的平面类零件
加工面与水平面的夹角呈连续变化的零件称为变斜角类零件,这类零件多数为飞机零件,此外还有检验夹具与装配型架等。
变斜角加工面不能展开为平面,但在加工中,加工面与铣刀圆周接触的瞬间为一条直线。如下图所示为飞机上的一种变斜角梁缘条,该零件在第2肋至第5肋的斜角a从3°10’均匀变化为2°32’,从第5肋至第9肋再均匀变化为1°20’,从第9肋到第12肋又均匀变化至0°。

变斜角梁缘条
加工变斜角面的常用方法主要有以下三种:
(1)用四坐标联动的数控铣床(X、Y、Z、A)加工,刀具使用圆柱铣刀,运用直线插补方式摆角加工。这种方法适用于曲率变化较小的变斜角面,当工件斜角过大,超过铣床主轴摆角范围时,可用角度成型刀加以弥补。
(2)用五坐标联动的数控铣床(X、Y、Z、A、B或C),运用圆弧插补方式摆角加工。这种方法适用于曲率变化较大的变斜角面,这时用四坐标联动、直线插补的方法难以满足加工要求。
(3)用三坐标数控铣床进行2.5 坐标加工,刀具使用球头铣刀和鼓形铣刀,运用直线或圆弧插补的方式分层铣削,所留刀锋残痕用钳修的方法加以清除。如下图a所示为用鼓形力分层铣削变斜角面的情况。由于鼓形刀的鼓径可以做得比较大,要比球头刀的球径大,所以加工后的叠刀刀锋较小,加工效果比球头刀好。球头刀只能加工大于90的开斜角面,而鼓形刀可以加工小于90°的闭斜角面。

图a 用鼓形刀分层铣削变斜角面
加工面为空间曲面的零件称为曲面类零件。这类零件的特点是加工面不能展开为平面,加工过程中曲面与铣刀始终为点接触。
此类零件一般采用三坐标数控铣床加工,刀具通常使用球头铣刀以避免由于干涉铣伤邻近表面。加工曲面的常用方法有以下两种:
(1)采用三坐标数控铣床进行二坐标联动的2.5坐标加工。加工时只有两个坐标联动,另一个坐标按一定行距周期性进给。对于不太复杂的空间曲面的加工常用此法,如下图b所示为对曲面进行2.5坐标行切加工的示意图。
(2)采用三坐标数控铣床进行三坐标联动加工空间曲面。加工时通过X、Y、Z三坐标联动完成空间直线插补。对于较复杂空间曲面的加工常用此法。
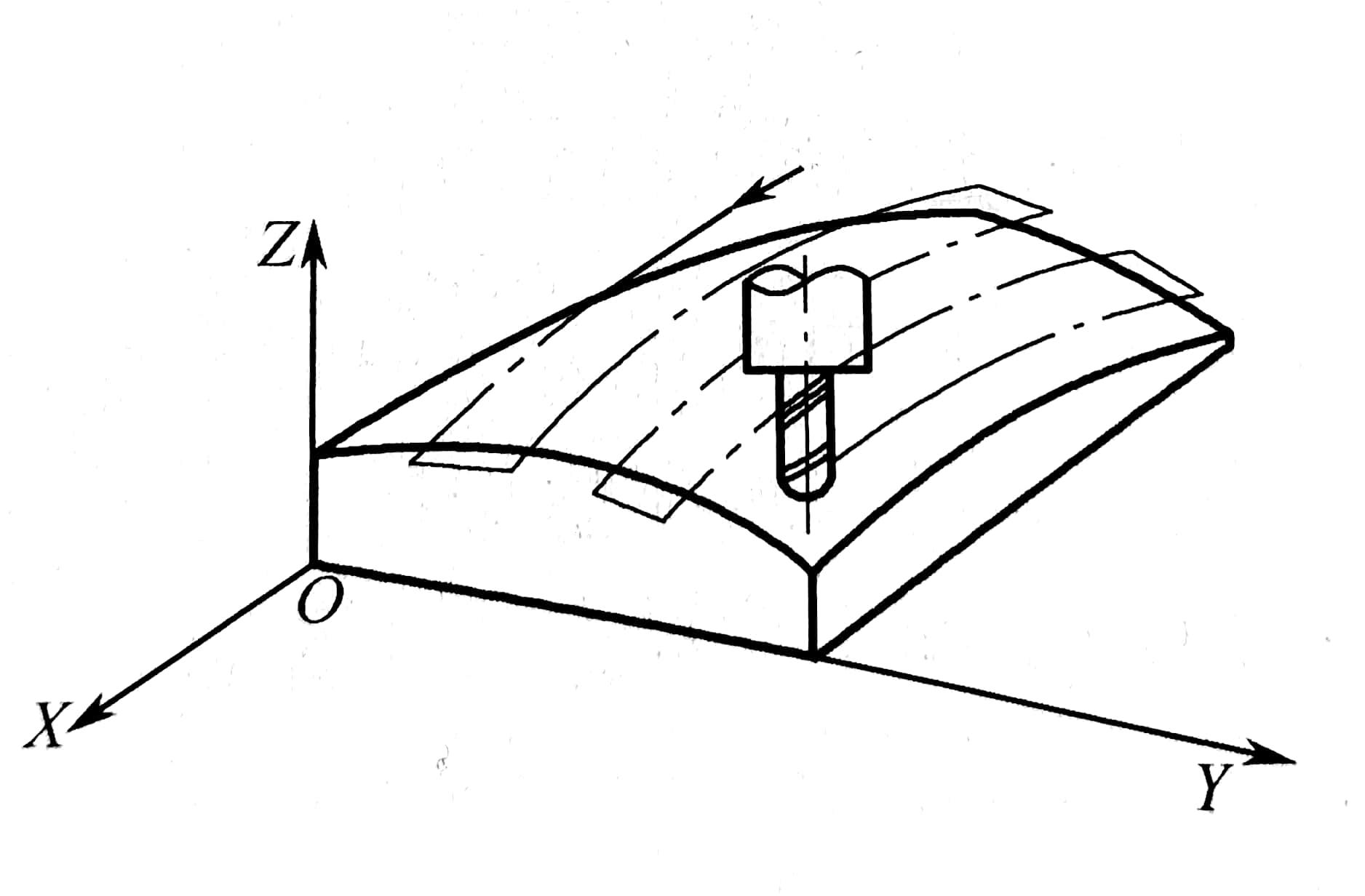
图b 2.5坐标行切加工曲面示意图
知识点词条:数控铣削的适用对象

