

指令格式为:
G73 X__Y__Z__R__Q__F__;
其中,X、Y指令后的数值——孔位数据;
Z指令后的数值——孔深度;
Q指令后的数值——每次切削进给的切深为2~ 3mm;
F指令后的数值——切削进给速度。
每次工作进给后快速退回一段距离d(断屑),d值由参数设定(参数5114)。
孔深大于5倍直径孔的加工属于深孔加工,不利于排屑,故采用间段进给(分多次进给),该指令的动作示意图如下图所示,这种加工通过Z轴的间断进给可以比较容易地实现断屑与排屑。
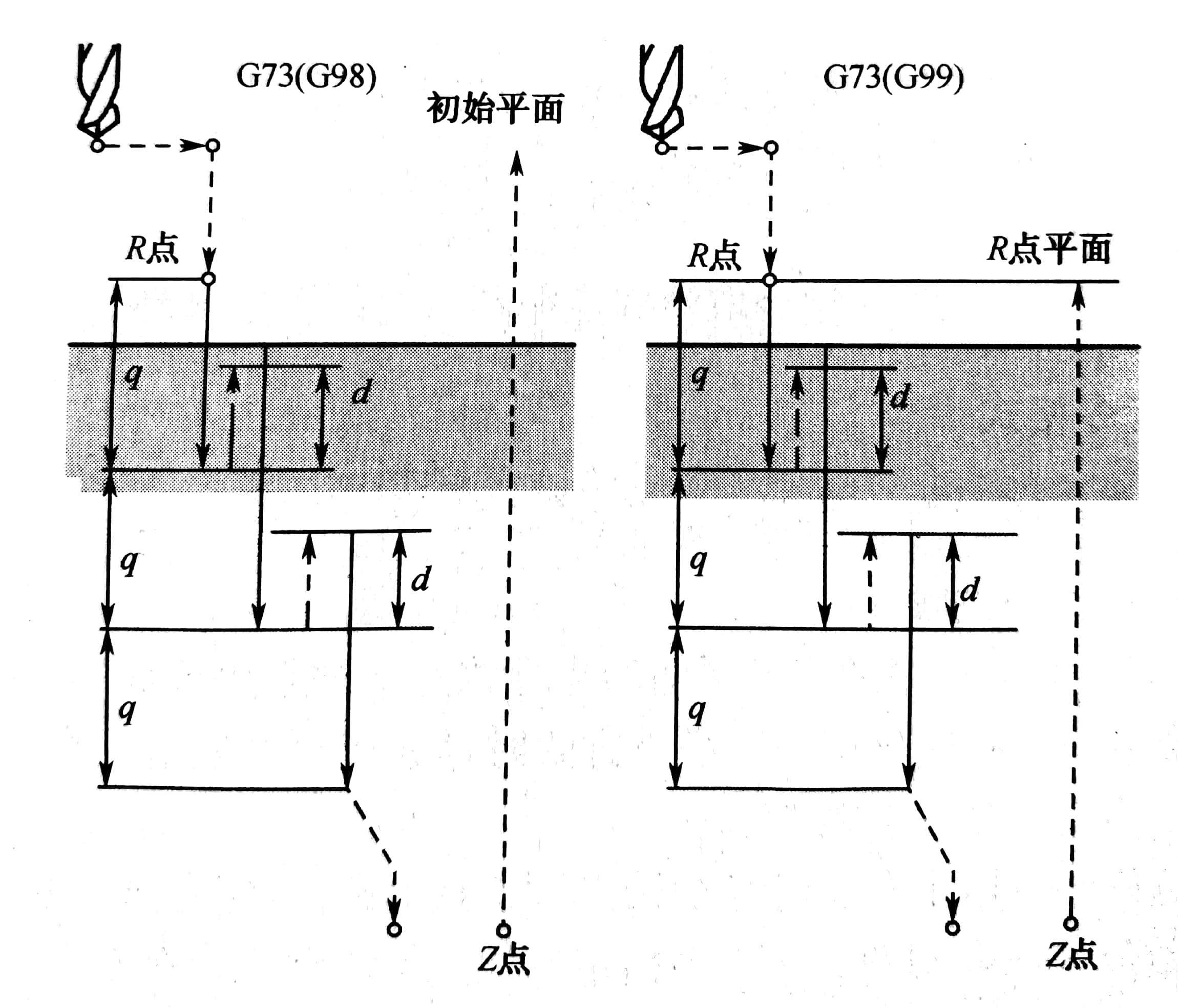
G73带断屑钻孔循环
精镗孔循环指令用于精密镗孔加工,它可以通过主轴定向准停动作,进行让刀,从而消除退刀痕。指令格式为:
G76 X__Y__Z__R__Q__P__F__;
其中,X、Y指令后的数值——孔位数据;
Z指令后的数值——孔深度;
Q指令后的数值——孔底刀具径向退刀量:
P指令后的数值——孔底停留时间:
F指令后的数值——切削进给速度。
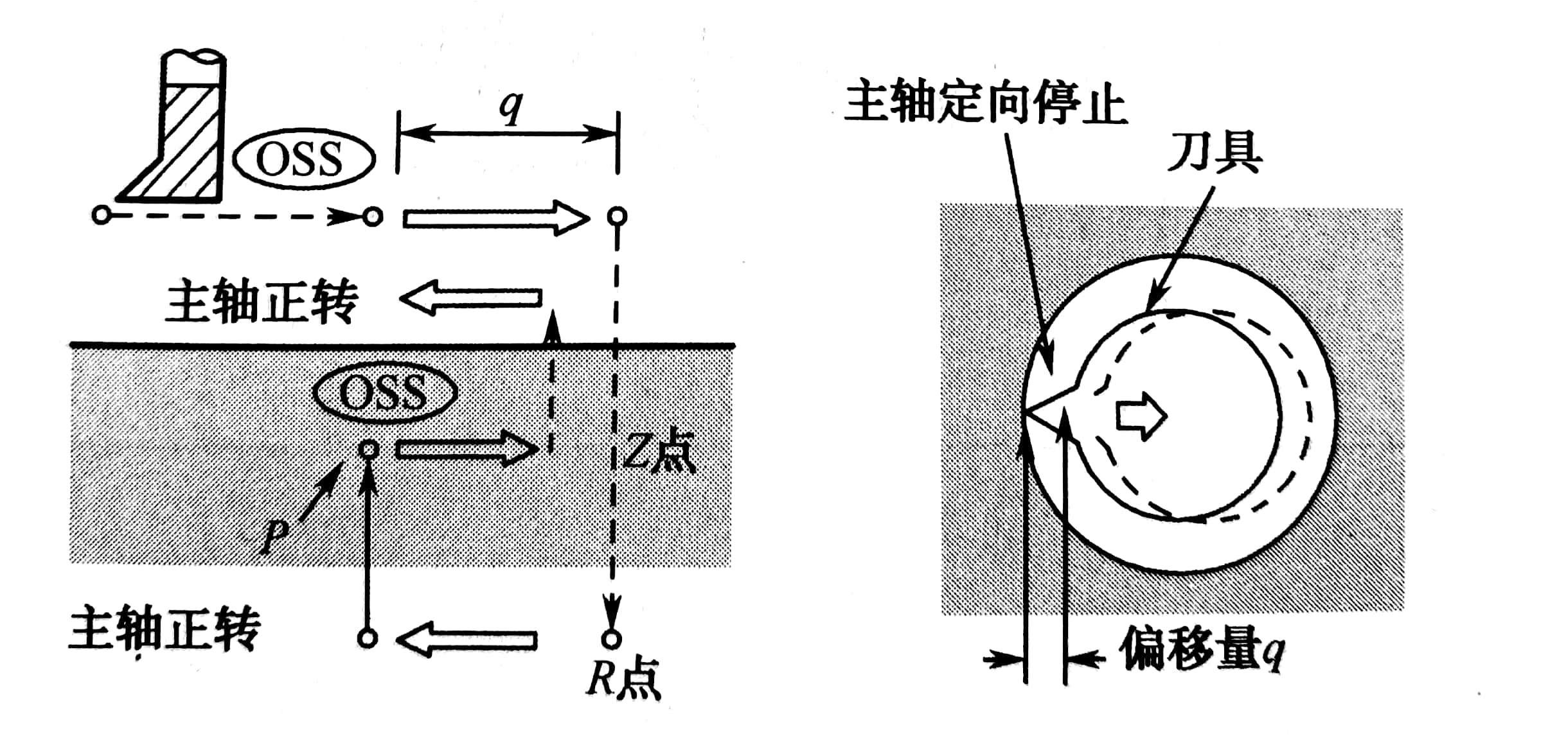
动作过程如下图1所示。刀具快速从初始点定位至坐标点(X,Y),再快速移至R点,并开始进行精镗切削,直至孔底主轴,定向停止、让刀(镗刀中心偏移一个q值,使刀尖离开加工孔面),快速返回到R点(或初始点),主轴复位,重新启动,转入下一段。
指令格式中的指令Q指定孔底刀具径向退刀量,是通过主轴的定位控制机能使主轴在规定的角度上准确停止并保持这-位置,从而使镗刀的刀尖对准某一方向。停止后,机床通过刀尖相反方向的少量后移,使刀尖脱离工件表面,保证在退刀时不擦伤加工面表面,以进行高精度镗削加工。指令Q指定的数值必须是正值。位移的方向是+X、X、 +Y、-Y,它可以事先用“机床参数”进行设定。主轴定向准停如下图2所示。
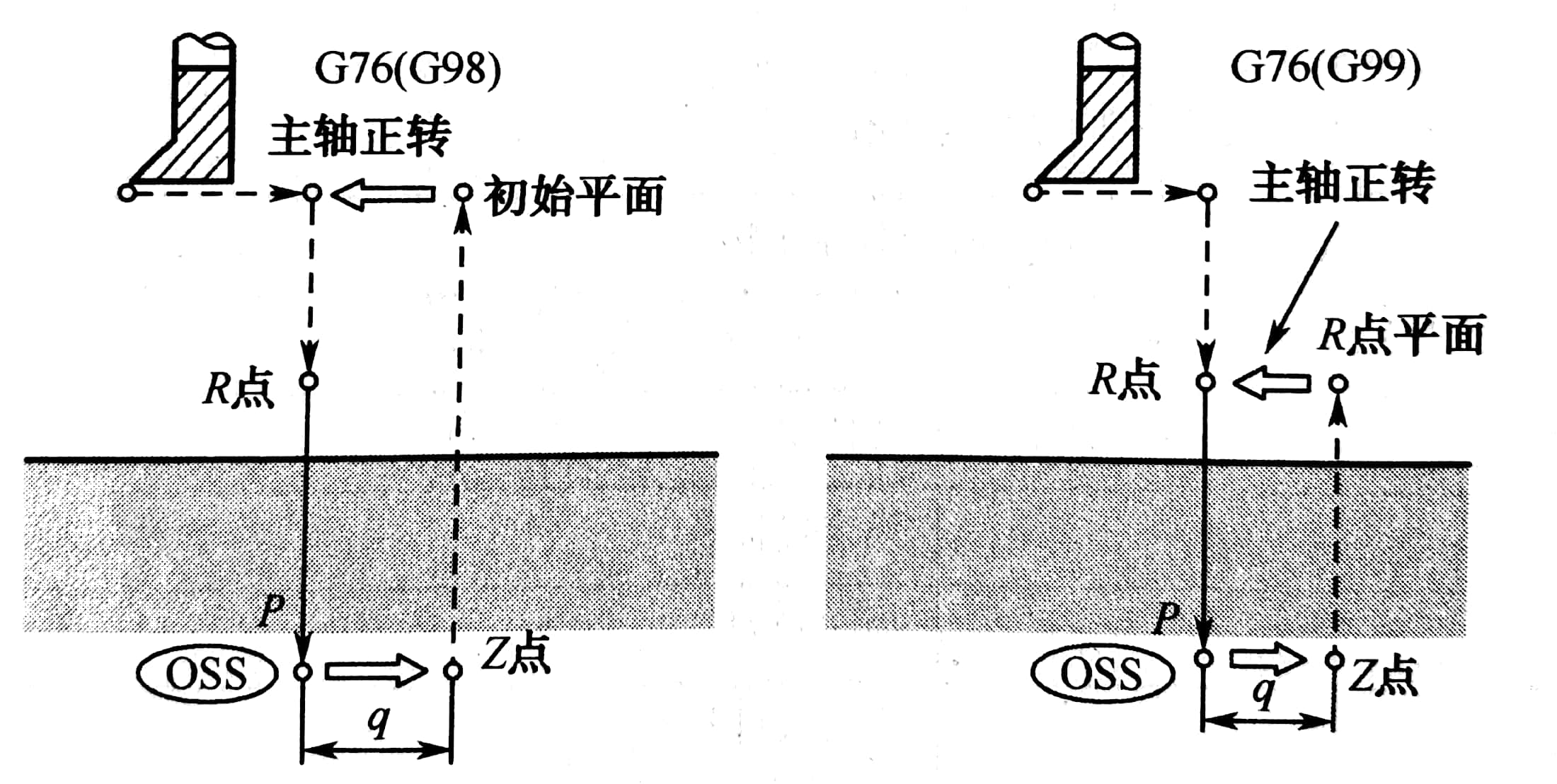
图1 G76精镗孔循环
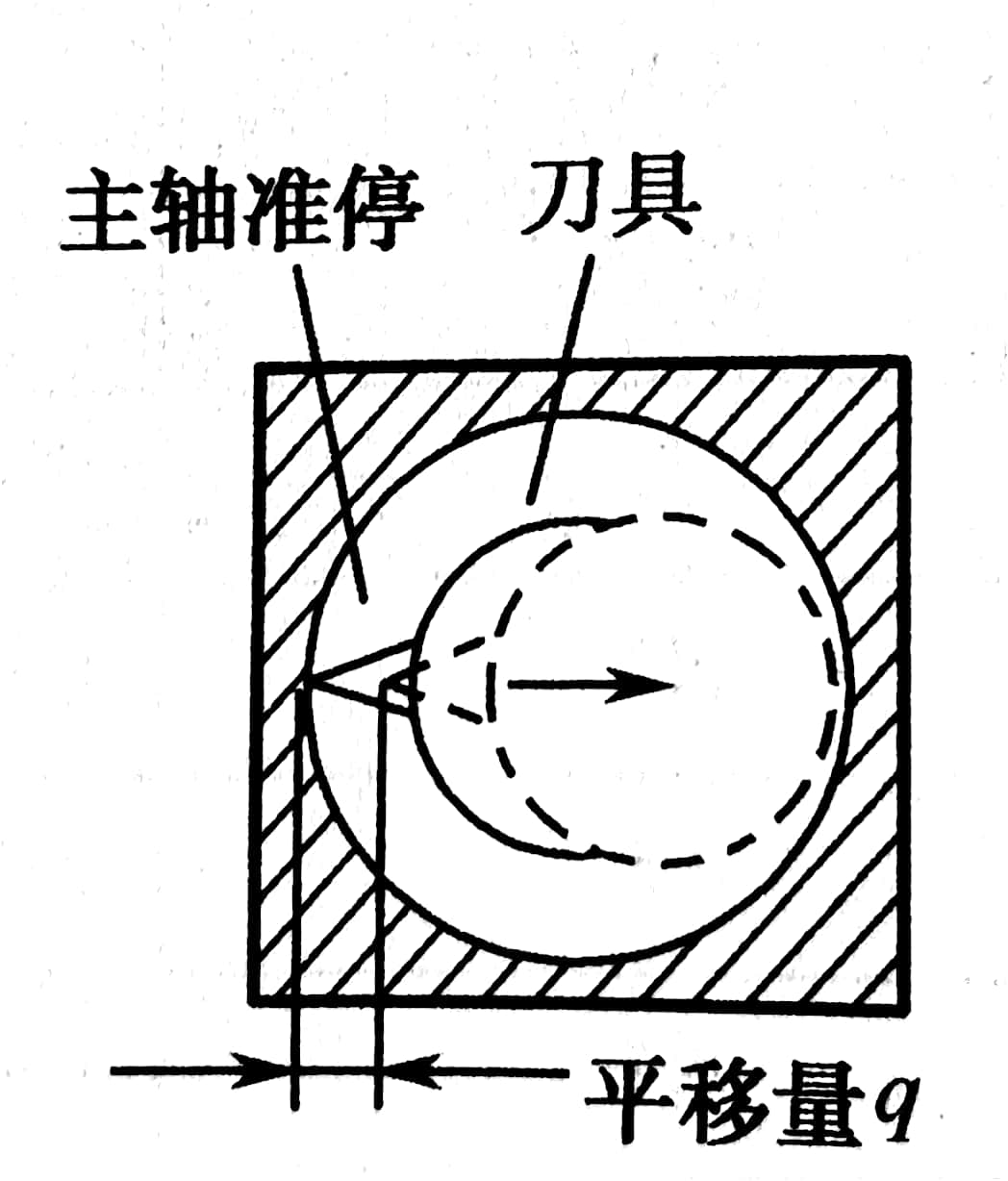
图2 主轴定向准停
G83指令用于高速深孔加工。指令格式为:
G83 X__Y__Z__R__Q__F__;
其中,X、Y指令后的数值——孔位数据;
Z指令后的数值——孔深度;
Q指令后的数值——每次切削进给的切削深度;
F指令后的数值——切削进给速度。
G83的指令执行过程如下图所示,与G73的区别在于:每完成个q深度退出到R点后快速向下进刀至d深处改为切削进给。这种方法使钻头退出被加工零件外,对于排屑和冷却都有利。
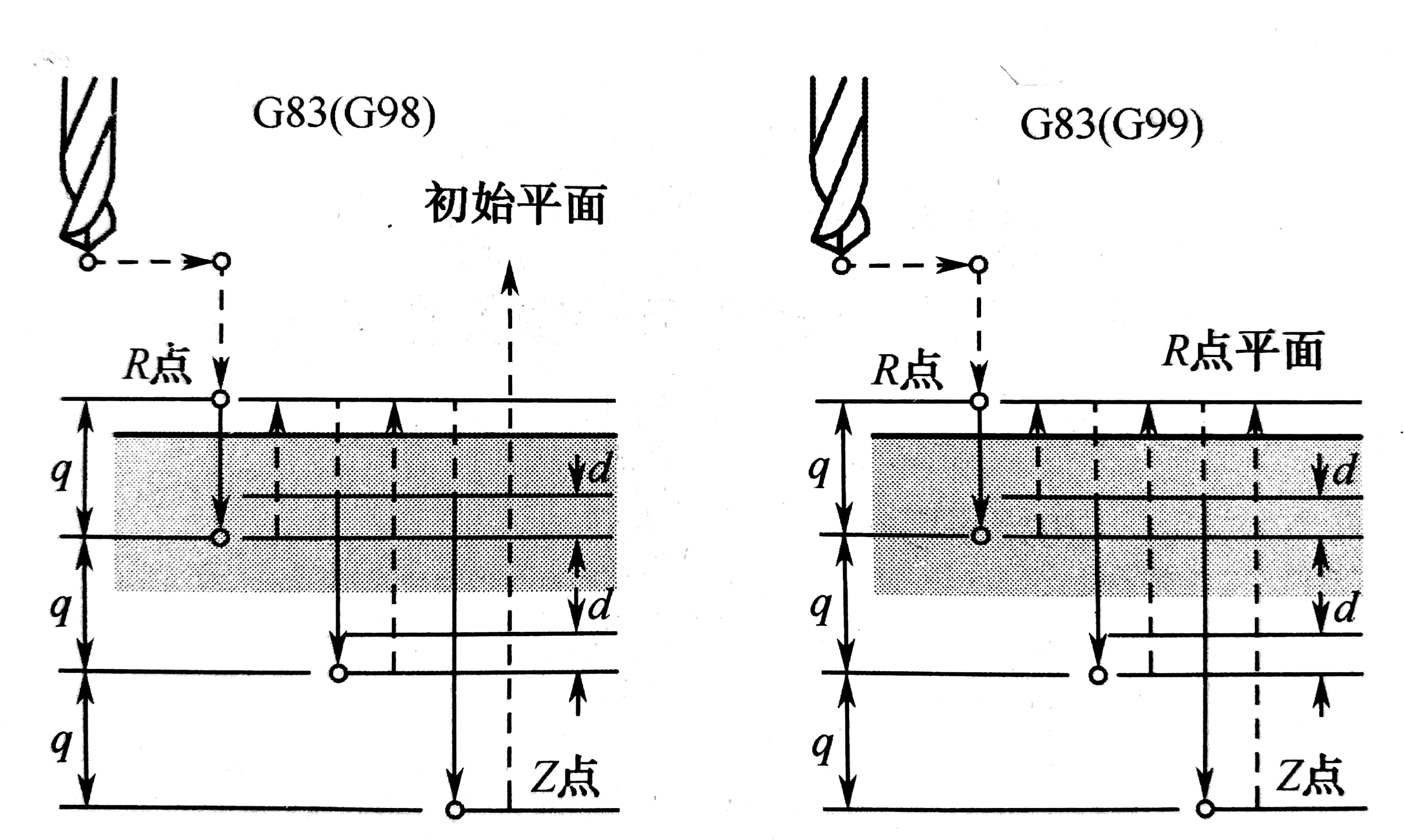
G83带排屑深孔钻孔循环
指令格式为:
G86 X__Y__Z__R__F__;
其中,X、Y指令后的数值——孔位数据;
Z指令后的数值——孔深度;
F指令后的数值——切削进给速度。
该指令动作示意图如下图所示。与G81的区别是,G86循环在底部主轴停止转动,退刀动作是在主轴停转的情况下进行的,返回到R点(G99或起始点(G98)后主轴再重新启动,因此可以用于粗镗孔。
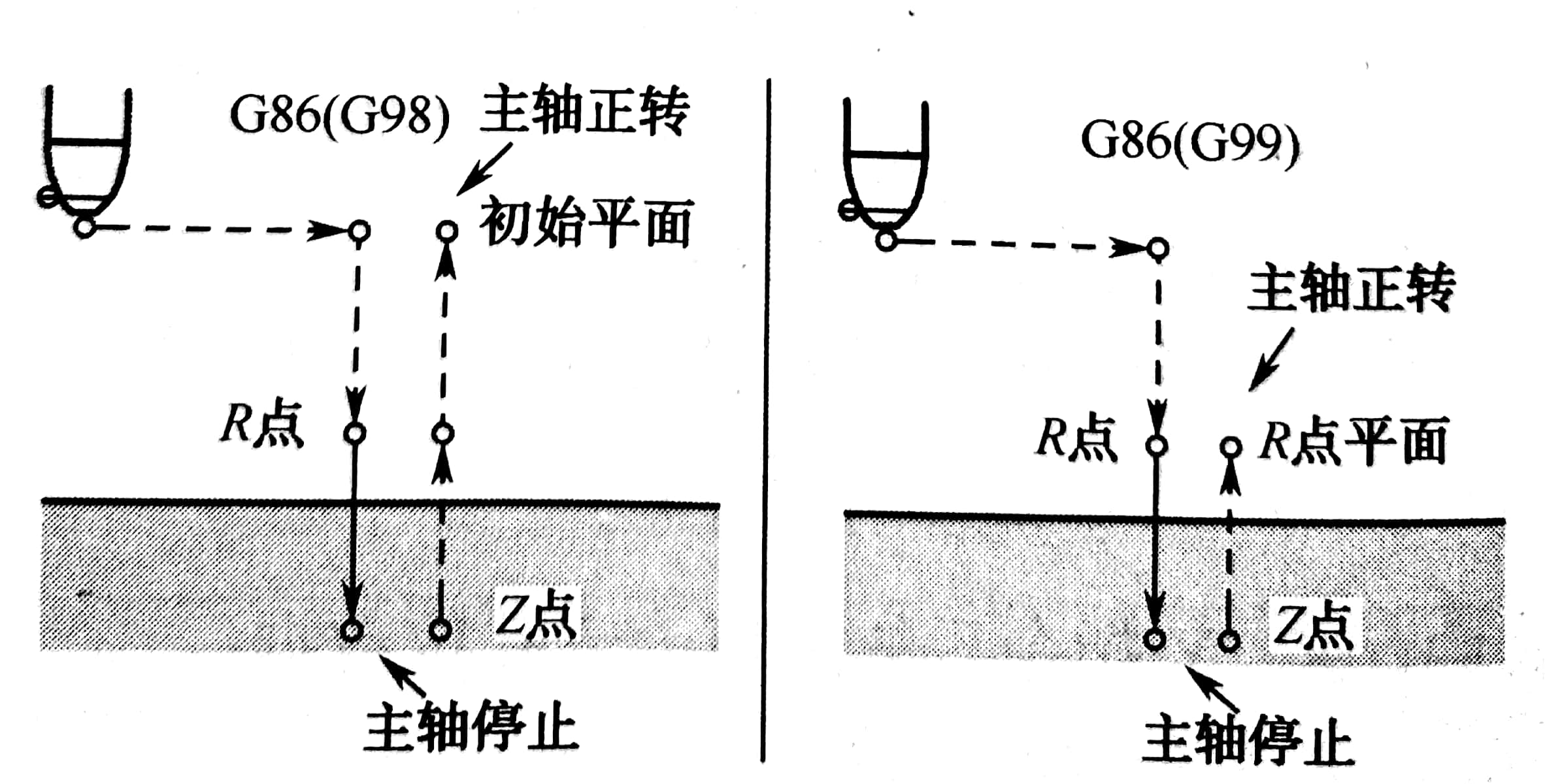
G86粗镗孔循环
指令格式为:
G87 X__Y__Z__R__Q__P__F__;
其中,X、Y指令后的数值——孔位数据:
Z指令后的数值——孔深度;
P指令后的数值——孔底停留时间;
F指令后的数值——切削进给速度。
G87只能与G98联合使用,不能与G99联合使用。
G87指令可以通过主轴定向准停动作让刀进入孔内,实现反镗动作。其动作循环如下图所示。
G87反镦孔循环
指令格式为:
G88 X__Y__Z__R__P__F__;
其中,X、Y指令的数据——孔位数据;
Z指令后的数值——孔深度;
P指令后的数值——孔底停留时间。
F指令后的数值——切削进给速度。
G88的特点是:循环加工到孔底暂停后,主轴停止,进给也自动变为停止状态,必须在手动状态下移出刀具。手动到R点主轴恢复正转。其动作循环如下图所示。

G88带手动镗孔循环
指令格式为:
G89 X__Y__Z__R__P__F__:
其中,x. Y指令后的数值——孔位数据:
z指令后的数值——孔深度;
P指令后的数值——孔底停留时间:
F指令后的数值——切削进给速度。
其动作循环如下图所示,G89循环在孔底增加了暂停,退刀动作以进给速度退出。
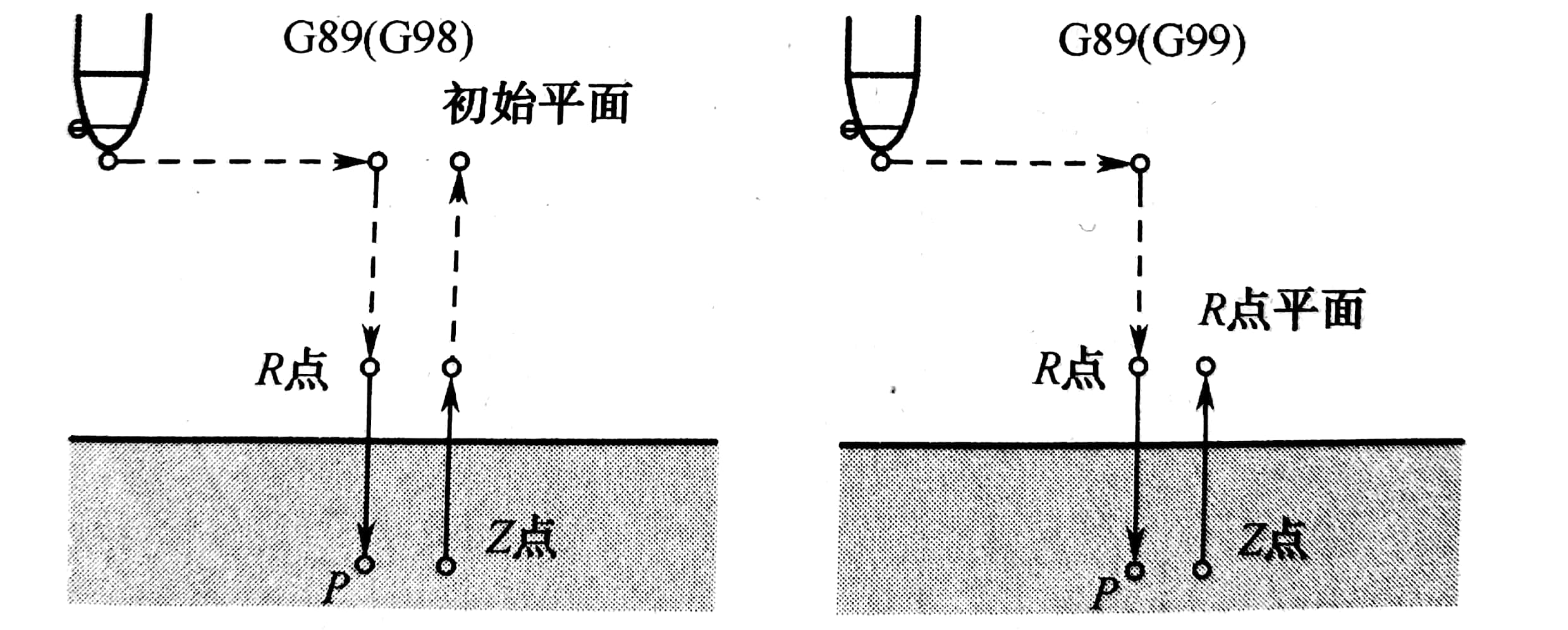
G89镗盲孔循环
知识点词条:典型的固定循环加工指令

