

G00(或G0)指令为模态指令,控制刀具从当前位置快速移动到指令中给出的目标点位置。在运动过程中不能切削。指令格式为:
GOOX_Y_Z_;
其中,X、Y、Z指令后的数值一目标点的坐标,可以控制轴、两轴或三轴运动,如下图所示。
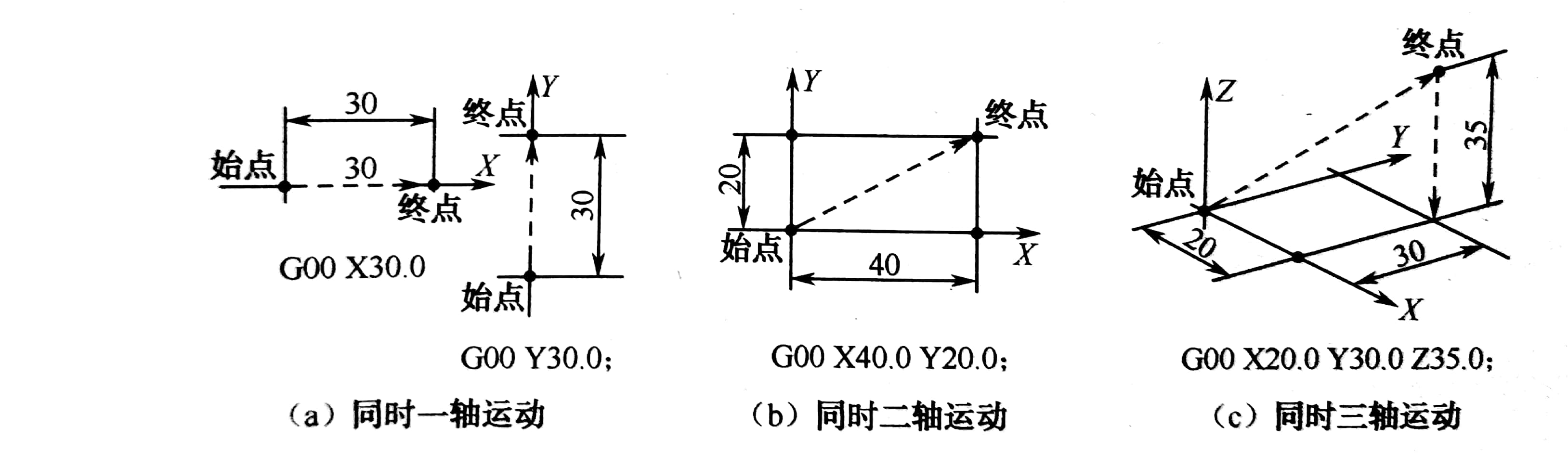
G00指令的运动
需要说明的是:G00指令的运动速度在指令中不能控制,它是由系统参数设置确定的,可以用操作面板上的快速进给修调旋钮(或按钮)来调整。另外,目前有的系统G0O的运动轨迹可以设置为折线,也可以设置为直线,如下图所示。由于运动轨迹不同,使用时要特别注意,以防快速运动时刀具与夹具或被加工零件相撞。

G00的走刀轨迹
G01(或G1)指令为模态指令,控制刀具以给定的速度从当前位置运动到指令给出的目标点位置。指令格式为:
GO1X_Y_Z_F;
其中,X、Y、Z指令后的数值——目标点坐标:
F指令后的数值——进给量(mm/min)。
下图表示刀具从P1点开始,沿直线移动到P2、P3、P4、Ps、P6点,下面给出绝对坐标方式(G90)和增量坐标方式(G91)编程。设进给速度为120mm/min。

G01编程例


圆弧切削方向与平面的关系
指令格式有三种情况:

其中,X、Y、z指令后的数值——圆弧终点坐标;
I、J、K指令后的数值——圆心分别在X轴、Y轴、Z轴相对圆弧起点的增量坐标(以下简称IJK编程);
R指令后的数值一圆弧半径(以下简称R编程)。
注意:G02和G03与坐标平面的选择有关。圆弧终点坐标可分别用增量方式或绝对值方式指令,用G91方式指令时表示圆弧终点相对于圆弧起点的增量坐标。用R编程时,如果圆弧圆心角小于或等于180°,R指令后的数值取正值;大于180°时,R指令后的数值取负值。如果加工的是整圆,则不能直接用R编程,而应用IJK编程。
螺旋线的形成是在刀具做圆弧插补运动的同时与之同步地做轴向运动,其指令格式为:
![]()
其中,G02、G03——螺旋线的旋向,其定义同圆弧;X、Y、Z指令后的数值——螺旋线的终点坐标;I、J指令后的数值——圆弧圆心在XY平面上X轴、Y轴上相对于螺旋线起点的增量坐标;R指令后的数值——螺旋线在XY平面上的投影半径;K指令后的数值——螺旋线的导程。下面的G18和G19两式的意义类同,如下图所示。

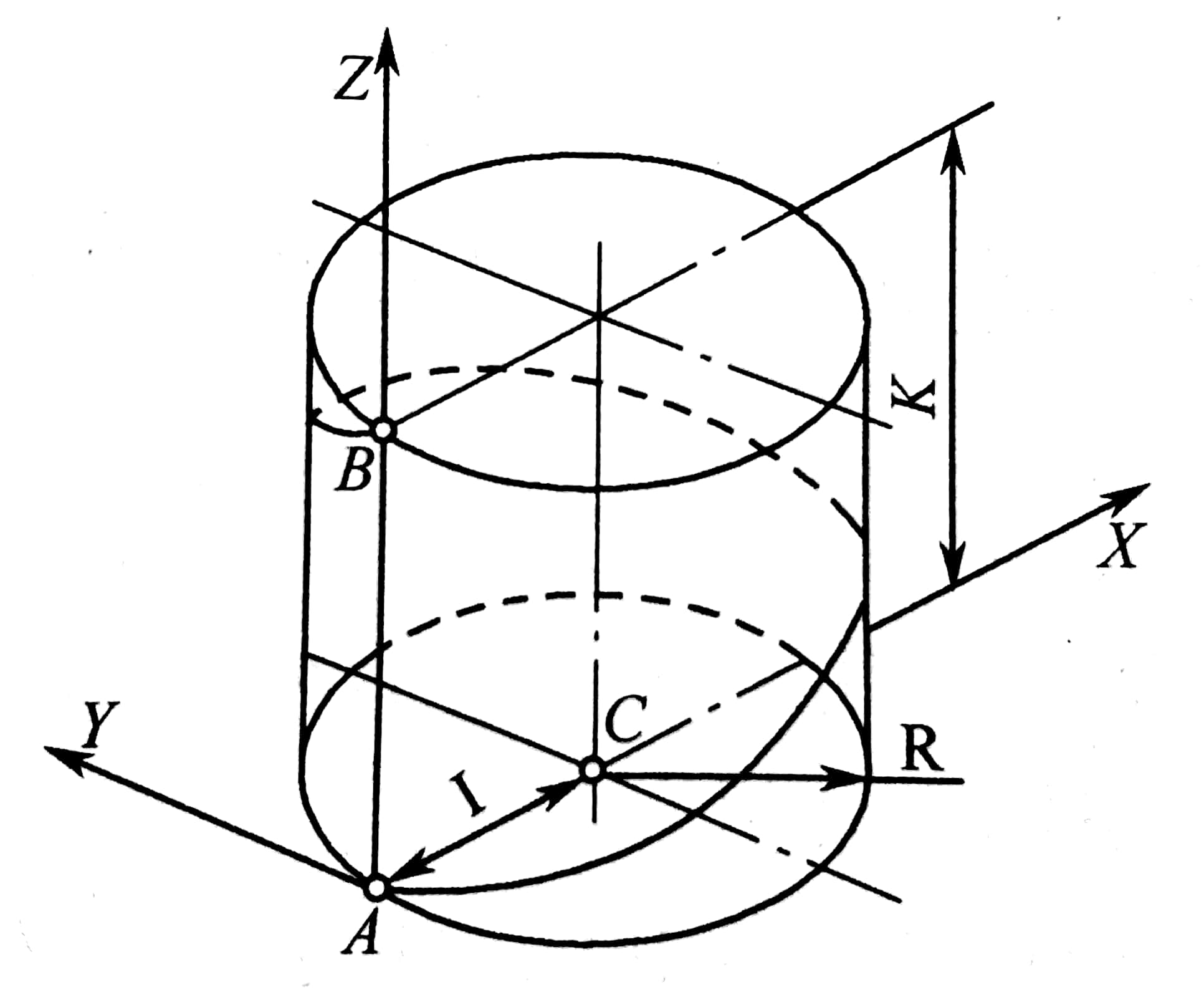
螺旋线
知识点词条:基本移动指令 (G00或G0)

