

对点位控制的数控机床,只要求定位精度较高,定位过程尽可能快,而刀具相对工件的运动路线是无关紧要的,因此这类机床应按空程最短来安排走刀路线。除此之外,还要确定刀具轴向的运动尺寸,其大小主要由被加工零件的孔深来决定,但也应考虑一些辅助尺寸, 如刀具的引入距离和超越量。数控钻孔的尺寸关系如下图所示。
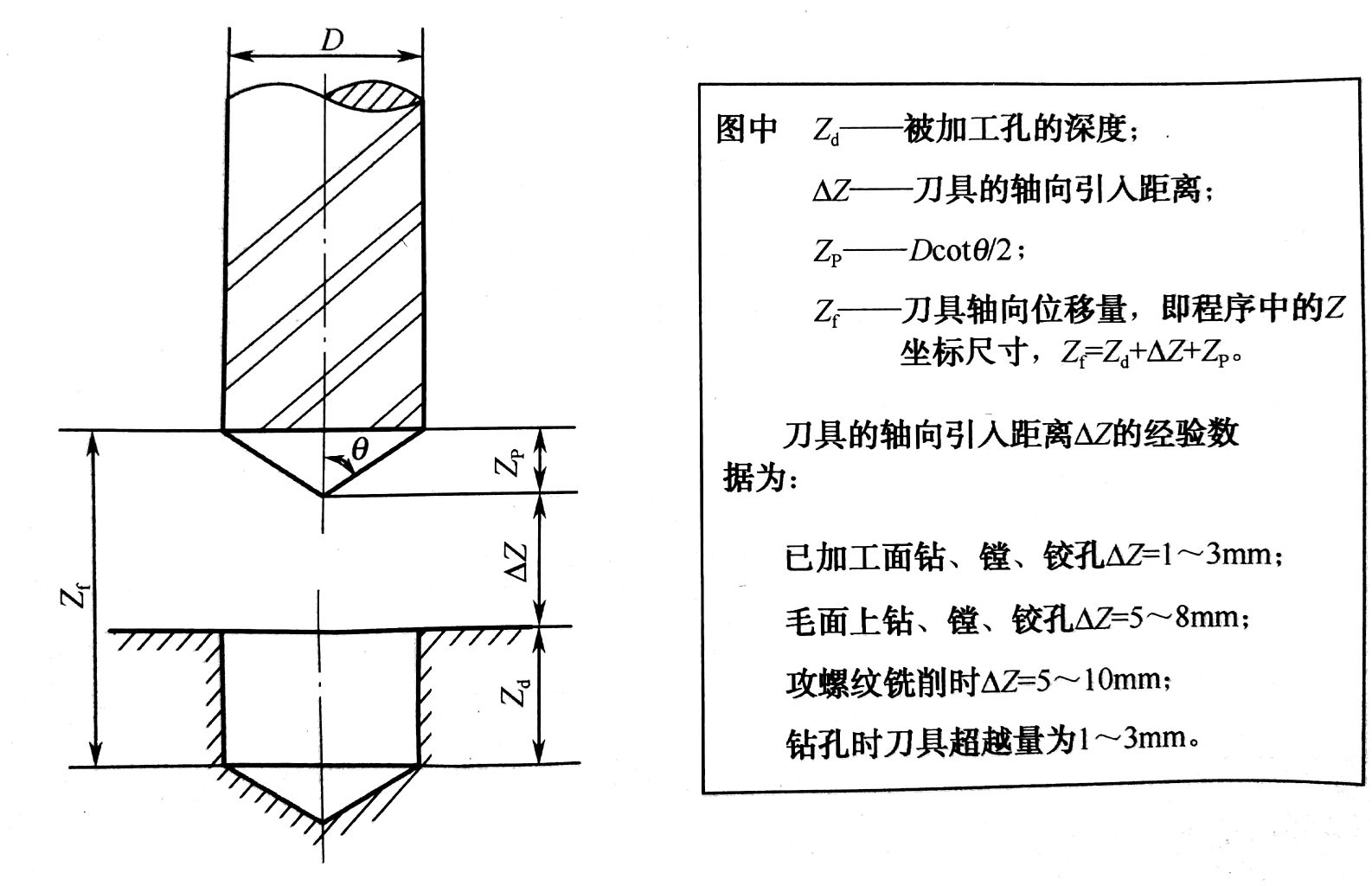
数控钻孔的尺寸关系
对于位置精度要求较高的孔系加工,特别要注意孔加工顺序的安排,若安排不当,就有可能将坐标轴的反向间隙带入,直接影响位置精度。如下图所示,下图(a)为零件图,在该零件上镗6个尺寸相同的孔,有两种加工路线。当按下图(b)所示路线加工时,由于5、6孔与1、2、3、4孔定位方向相反,Y方向反向间隙会使定位误差增加,从而影响5、6孔与其他孔的位置精度。按下图(c)所示路线,加工完4孔后往上多移动-段距离到P点, 然后再折回来加工5、6孔,这样方向一致,可避免反向间隙的引入,提高5、6孔与其他孔的位
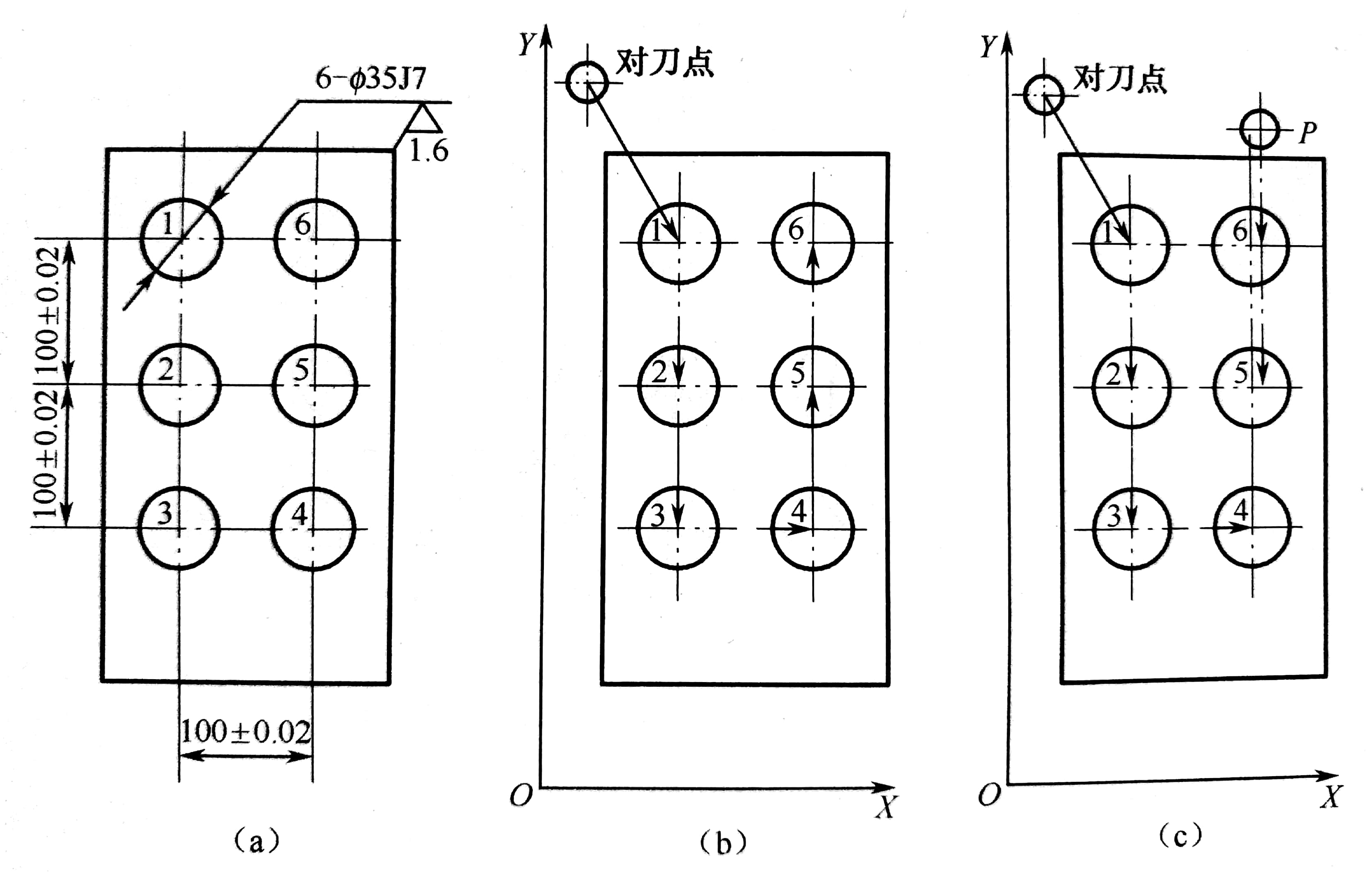
位置精度要求高的孔系的加工路线
尽量缩短走刀路线,可减小加工距离、空程运行距离和空刀时间,降低刀具磨损,提高生产效率。在数控机床上加工如下图(a)所示的多孔零件,下图(c)所示的加工路线使各孔间距总和最小,即加工路线最短。
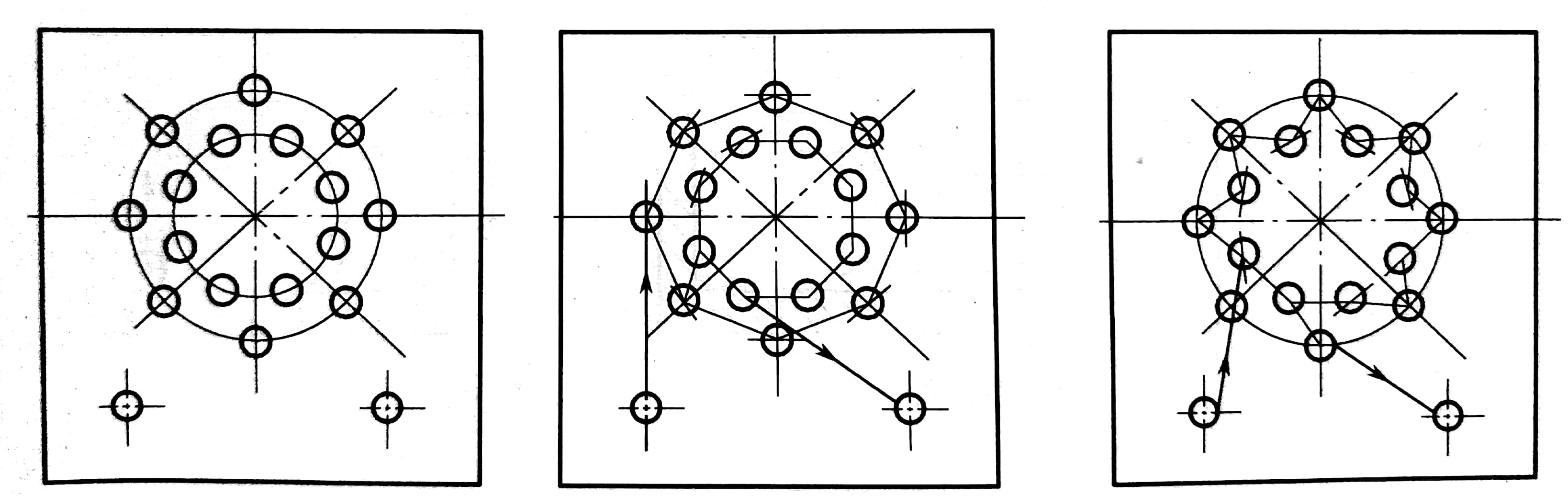
多孔零件的两种加工路线比较
对切削加工而言,走刀路线是指加工过程中刀具刀位点相对于工件的运动轨迹和方向。它不但包括了工步内容,还反映了工步顺序。
影响走刀路线选择的因素有很多,如工艺方法、工件材料及其状态、加工精度及表面粗糙度、工件刚度、加工余量,以及刀具的刚度、耐用度及状态,机床类型与性能等。
知识点词条:孔加工路线

