

使用夹具对工件进行加工时,必须按照加工工艺的要求先把工件放在夹具中,使工件在夹紧之前相对于机床和刀具有一个正确的确定位置,这个过程称为工件的定位。工件的定位是通过工件上的某些表面与夹具定位元件的接触来实现的。
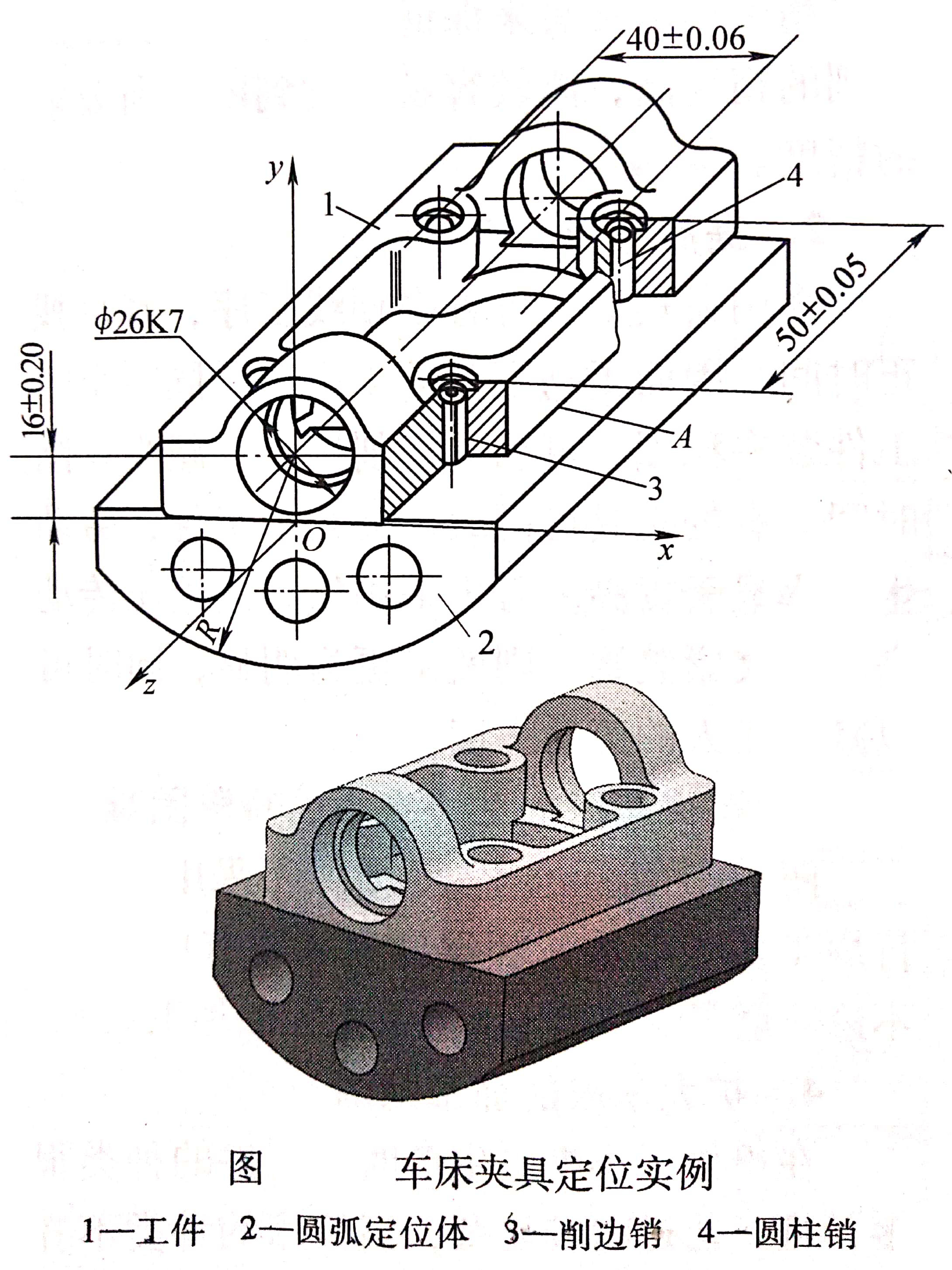
图示为支架在车床夹具上的定位实例,其定位方法是:工件的底面A与夹具圆弧定位体的平面接触。工件上两个Φ6.5mm的孔分别套在削边销和圆柱销(此两销按要求装在弧形定位体上)上,使工件既不能移动,也不能转动,从而保证了工件在夹具中有一个正确的确定位置。
2.定位基准
定位基准体现的是工件与夹具定位元件工作表面相接触的表面。由图不难看出,加工支架上两端Φ26K7孔、Φ22mm通孔及两个端面的定位基准是支架的底面和两个Φ6.5mm孔的轴线。
当工件的定位基准确定后,工件上其他部分的位置也随之确定。在图中,当支架的底面和两个Φ6.5mm孔的位置确定后,两端Φ26K7孔和Φ22mm通孔的轴线位置也就确定了。
工件定位时,作为基准的点和线往往由某些具体表面体现出来,这种表面称为定位基面。例如,用两顶尖装夹车轴时,轴的两中心孔就是定位基面,它体现的定位基准是轴的轴线。
知识点词条:定位和基准的基本概念

