

定心夹紧装置是一种在装夹过程中同时实现定位和夹紧作用的机构,在这种机构中,与工件定位基准接触的元件既是定位元件又是夹紧元件。
车床上常用的定心夹紧装置是弹簧套筒定心夹紧装置。根据其用途分为弹簧夹头、弹簧心轴和顶尖式心轴等。
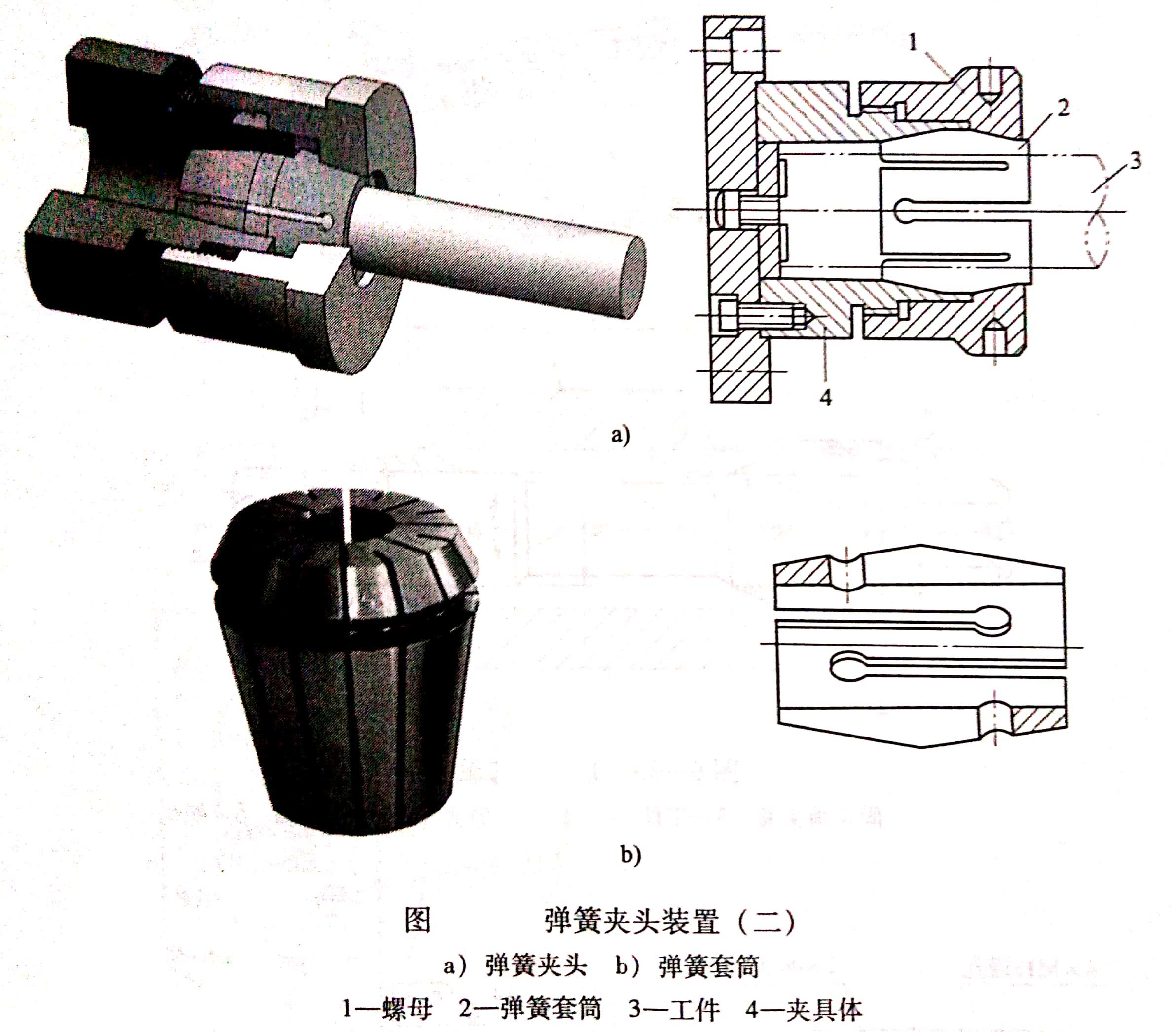
1.弹簧夹头
弹簧夹头主要用于装夹以外圆柱面为定位基准的工件,图a所示为一种常用的弹簧夹头,其上弹簧套筒的形状如图b所示,它的右端制有簧瓣和外圆锥面。该弹簧夹头的工作原理为:旋转大螺母1,使螺母上的锥孔产生轴向位移,从而迫使弹簧套筒2发生弹性变形,以使工件4定心,并夹紧工件。圆锥销5的作用是防止弹簧套筒旋转。

图a为另一种弹簧夹头,其上弹簧套筒的结构如图b所示,其两端都有簧瓣和外圆锥面。当拧紧螺母1时,可推动弹簧套筒2向左移动,并和夹具体4上的锥面一起使弹簧套筒收缩,从而对工件3实现定心夹紧。由于两端都能产生弹性变形,弹簧套筒与工件的接触和夹紧都优于弹簧夹头。
2.弹簧心轴
弹簧心轴主要用于以内孔定位时工件的装夹,其结构如图a所示;弹簧套筒的形状如图b所示,当它的长度与直径之比L/D>1时,弹簧套筒的两端各制有簧瓣。夹紧工件时,旋转螺母5,使锥套4向左移动。由于锥套和心轴1,上圆锥面的作用,迫使弹簧套筒3的直径胀大,从而将工件2定心夹紧。

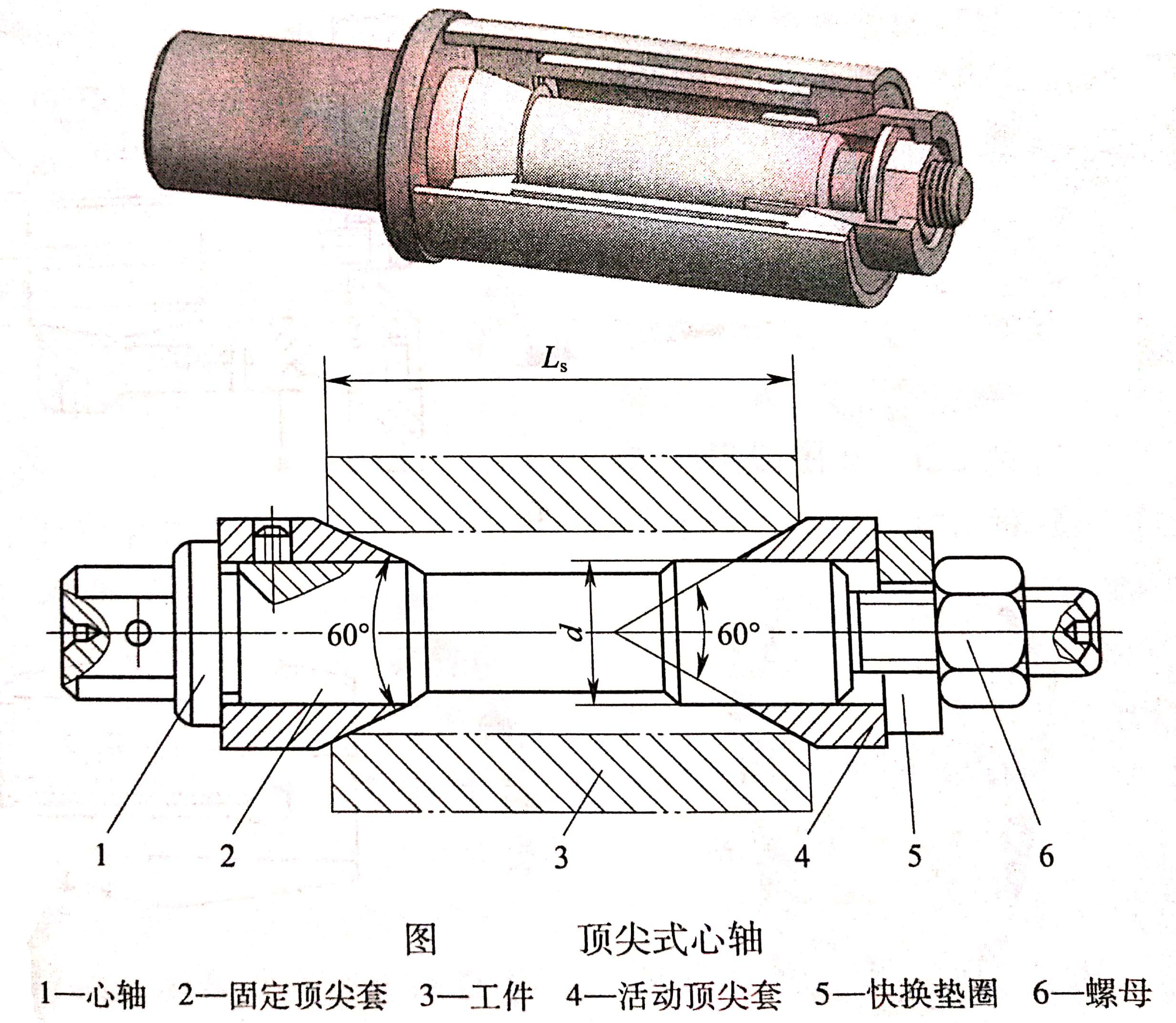
3.顶尖式心轴
图示为顶尖式心轴,它适用于加工内外圆无同轴度要求,或只需加工外圆柱面的套筒类工件。使用时,旋转螺母6,使活动顶尖套4左移,从而使工件3定心夹紧。

图为车削半螺母上的梯形螺纹时的夹具。工件以两孔一面定位形式装夹在夹具的角铁上,构成完全定位,并借助于工件上的两个M12螺孔用两只螺钉1紧固工件。为了增加工件的装夹刚度,在上端增加了一个辅助支撑。使用时,先松开螺钉5将支撑套4向上转动,装上工件并旋紧螺钉1,然后转下支撑套,旋紧螺钉6,再锁紧螺钉5后便可加工工件。由于辅助支撑夹紧处是毛坯面,误差较大,所以将其制成可移动式。
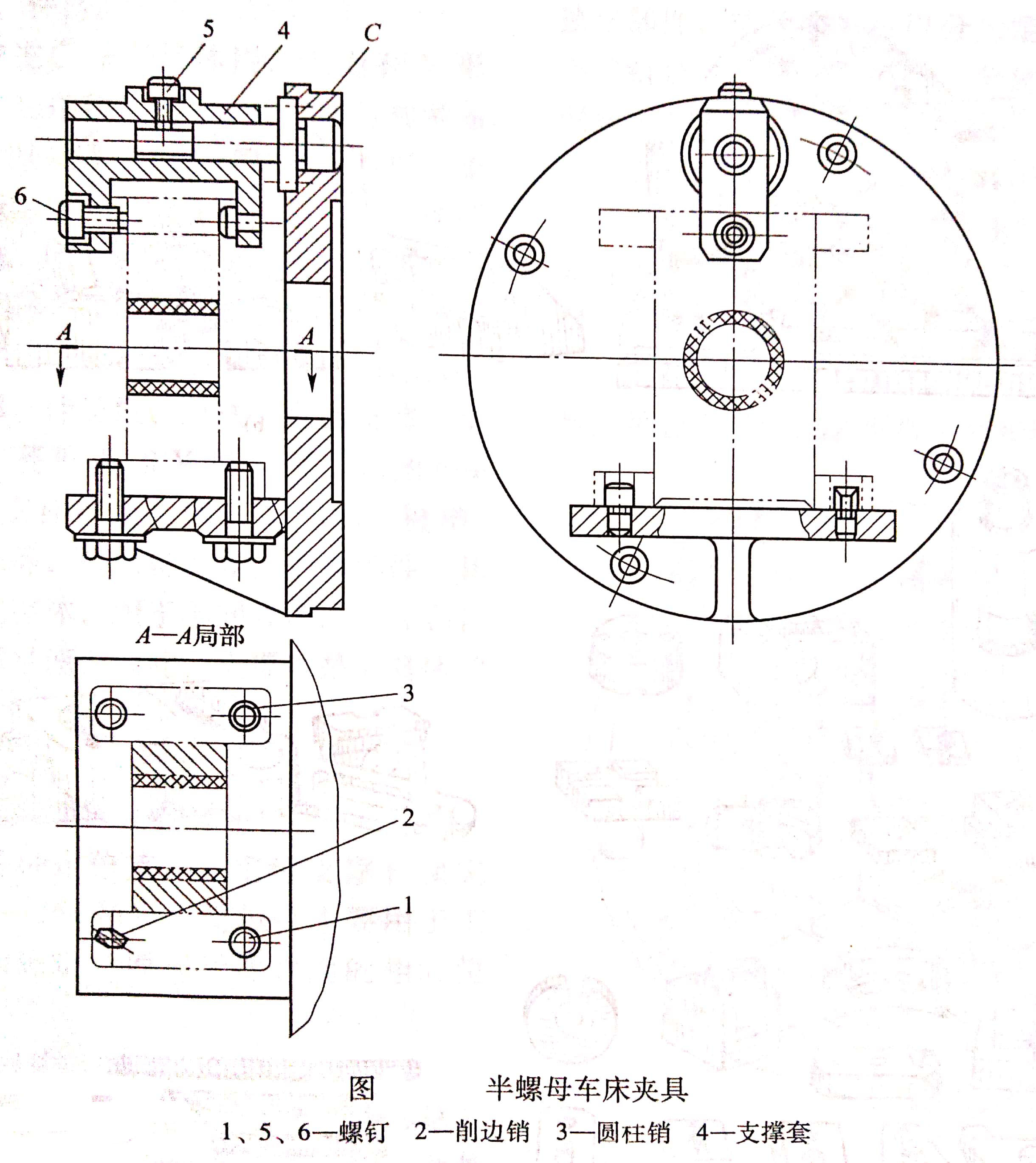
夹具用4只螺钉装夹在车床的花盘(或特制的连接盘)上, 找正夹具上的外圆基准C,并用螺钉紧固后即可使用。夹具上下质量相差不大,车螺纹时转速较低,可以不用平衡铁。
知识点词条:定心夹紧装置

